
Pharma 4.0
Industry 4.0 Applied to Pharmaceutical Manufacturing
-
 Fig. 1: The four stages of manufacturing
Fig. 1: The four stages of manufacturing -
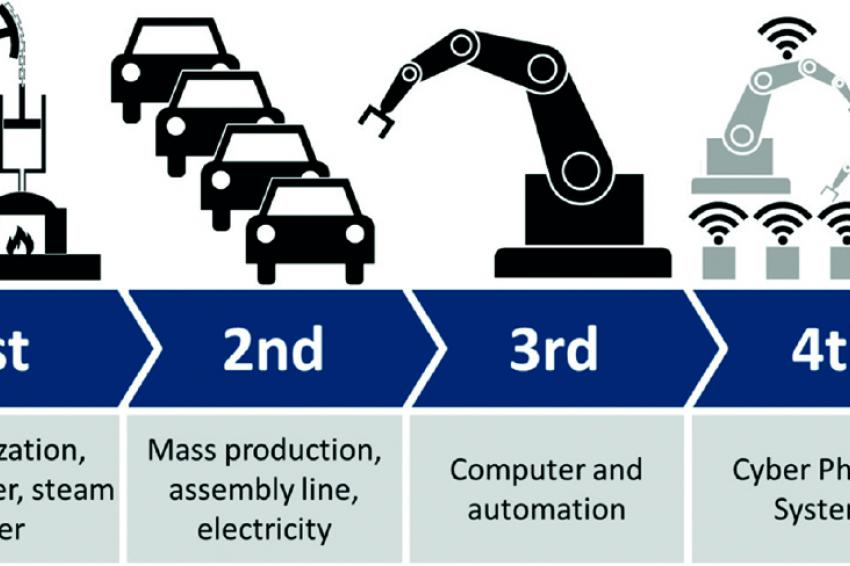 Fig. 2
Fig. 2 -
 Peter Guilfoyle, Northwest Analytics
Peter Guilfoyle, Northwest Analytics
The four evolutionary stages of manufacturing have brought us to Pharma 4.0. The first stage comprised the implementation of steam power to mechanization. The second involved mass production, and the introduction of the assembly line, powered by electricity. The third stage added computers and automation into the mix, and the fourth is the introduction of cyber-physical systems that enable the computerization of manufacturing (fig. 1). This fourth stage, which is currently evolving before our own eyes, is the one that is referred to as Industry 4.0. It would even seem that Industry 4.0 is developing into subsets to support various vertical industries with one of the first being the pharmaceutical industry.
The term “Industrie 4.0” was first coined by the German federal government, in a national strategy to promote the computerization of manufacturing, with the interaction of the real and virtual worlds representing a crucial new aspect of the manufacturing and production process.
The basic principle is that by connecting machines and systems, we can create intelligent networks along the value chain that control each other. Industry 4.0 technologies include many of today’s buzz-words, like big data, advanced analytics, virtual reality, the cloud, internet of things (IoT) and M2M (machine-to-machine communication).
The Diagnosis before the Prescription
Few people would fault the vision, but a problem is emerging in the way that the principles of this industrial revolution are being implemented. The potential for Pharma 4.0 is so promising that many companies rushing to adopt the technology haven’t first paused to figure out what they are trying to achieve, and the problems they are trying to solve.
If these are not addressed before embarking on the Pharma 4.0 journey, companies risk losing their way. The key technologies required for digital transformation cause radical changes in the business processes of any company, and those changes need to be discussed and understood first.
For example, consider company culture and helping employees (at all levels) deal with change. Reassurances over continued employment once digitization is achieved need to be made or, if changes are likely to lead to redundancies, company management needs to decide whether people can be redeployed in the new system (as is often the case), or not.
Navigating the Landscape
Modern manufacturing technologies like cyber-physical systems and manufacturing analytics will help early detection of defects and production failures, thus enabling their prevention and increasing productivity, quality, and agility benefits that have significant competitive value. But adopting Pharma 4.0 requires a commitment from leadership to ensure success.
Of course, the economic benefits of this investment need to be justified. Investments need to be prioritized to ensure that those providing the greatest return on investment are implemented first, and all changes need to be based on strategic plans to place the company at an advantage, or at the very least maintain a current favorable market position, in the future.
Continuous Process Verification
Pharmaceuticals represent one of the most regulated industries, and thus provide a good opportunity to demonstrate an optimal approach for digitization. Every aspect of a pharmaceutical product’s development, testing, manufacturing, packaging, marketing, storage, distribution and use is subject to scrutiny – at every stage, data is captured, analyzed, and reported.
A prime example is where pharmaceutical companies adopt the FDA/EMA guidelines related to Continuous Process Verification (CPV). Hundreds – sometimes thousands – of variables must be monitored in real time to verify that processes remain in statistical control during production. This is an ideal application for Pharma 4.0 technology.
There are four key ways in which digitization can contribute to CPV.
- Analytics (specifically statistical process control) techniques develop the data collection plan and statistical methods and procedures used in measuring and evaluating process stability and process capability.
- Risk-based real-time approach to verify a process produces material which meets all critical quality attributes and control strategy requirements.
- In-line, on-line or at-line controls to monitor process performance and product quality.
- Quality attributes of incoming materials, in-process materials and finished products.
Analytics Are Key
Data analytics technology can often be utilized to address issues related to improving product quality, manufacturing processes, and profitability.
Data analytics technology can also be used to provide a single analytics-driven view of the process, from incoming raw materials to outgoing product, and more importantly will clearly show critical parameters with real-time reporting of any issues likely to affect the product under manufacture – including raw materials. A simple green/red dashboard enables operators to quickly and easily see which parameters required attention, so potential issues are dealt with before they negatively impact product quality.
Other benefits of digitalization include the ability of data analytics to enable process engineers and operators to quickly detect and act on any process deviations, helping companies to adhere to CPV guidance. Additionally, this real-time, analytics-based approach also enables annual reports and the like to be auto-generated, saving hundreds of man-hours every year.
The Path to Digital Transformation
Manufacturing is increasingly digitalized, enabling improved efficiency, enhanced quality, and compliance with data-related regulatory requirements. However, before embarking on the Pharma 4.0 journey, companies need to pause to define what they want to achieve and set clear goals to successfully implement the appropriate technologies. Choosing the technology that is going to have the greatest impact in the areas where it is needed most, is a crucial decision.
This should be a team effort with participation from all stakeholders. The first step is to identify the problems needing to be solved. Second, identify the team. Who has the process expertise to identify the important parameters? How is IT going to facilitate accessing key data sources? Next, take a look at the people and technologies involved. What talent and technologies are needed? What platforms are compatible with current infrastructure and will be scalable? Finally, begin with a pilot project, and refine its implementation which will speed roll out to other sites and ultimately Pharma 4.0 success.



