
Diagnosesysteme: Trial und Error hat ausgedient
28.07.2011 -
-
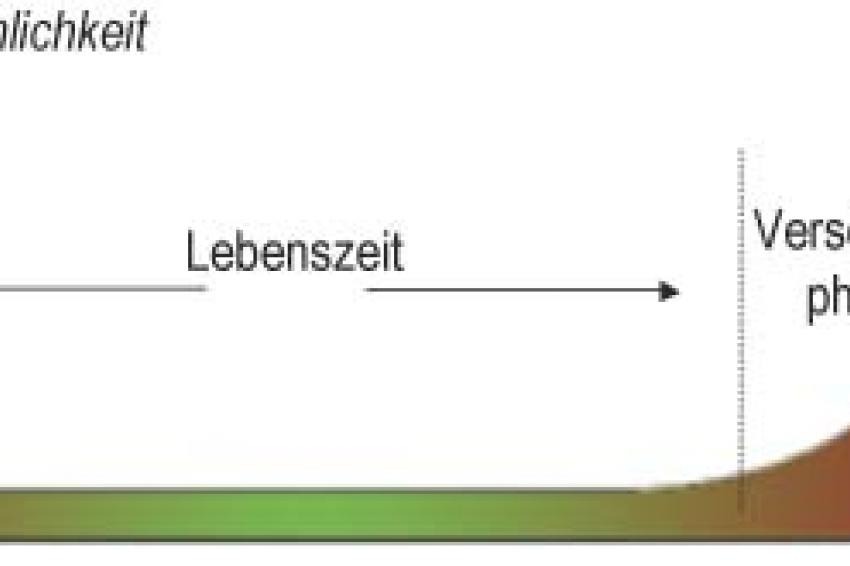 Die Abbildung zeigt die sogenannte "Badewannenkurve"
Die Abbildung zeigt die sogenannte "Badewannenkurve"
Diagnosesysteme: Trial und Error hat ausgedient Eine der größten Herausforderungen für Betreiber und Maschinenführer ist es, im Rahmen ihrer täglichen Arbeit die Verfügbarkeit von Produktionsmaschinen zu erhöhen, ohne zusätzliche Ressourcen für Instandhaltungsmaßnahmen in Anspruch zu nehmen. Um diesen Spagat zu meistern, wurden in den letzten 70 Jahren drei unterschiedliche Instandhaltungsstrategien entwickelt und verfolgt. Dieser Artikel beleuchtet die unterschiedlichen Prinzipien, sowie deren Anwendbarkeit in der täglichen Praxis und gibt Antworten auf die Herausforderungen für eine effiziente Instandhaltung komplexer Industriemaschinen.
Die so genannte „erste Generation“ (1940-1950) der Instandhaltung war weder strategisch noch effizient, denn die Devise lautete „Fahren bis zum Bruch“. Maschinen wurden teilweise redundant angeschafft und im Schadensfall umgeschaltet. Falls diese doppelte Investition nicht möglich war, wurde bei Defekten der entsprechende Produktionsteil stillgelegt und die aufwändige Suche nach der Schadensursache sowie deren Reparatur begann. Der dafür notwendige Aufwand an Fachpersonal, die Bindung von Lagerkapazität und Kapital sowie der in Kauf genommene Produktionsverlust wurden akzeptiert.
Präventive Instandhaltung
Bis Mitte der 70er Jahre wurde das Konzept der „präventiven“, also „vorbeugenden“, Instandhaltung realisiert. Auf Basis von Herstellerangaben, Fehlerprotokollen und persönlichen Erfahrungen wurden die Laufzeiten von Maschinen und deren Bauteilen abgeschätzt und darauf aufbauend eine kalenderbasierte Wartungsplanung vorgenommen. Das Ziel war, Bauteile möglichst lange zu verwenden, um sie rechtzeitig vor einer erwarteten Schadensentstehung zu überprüfen, bzw. zu erneuern. Der Stichtag zur Überprüfung oder Überholung wurde anhand der genannten Faktoren (Herstellerangaben, Fehlerprotokolle) ermittelt. Mit dieser kalender- oder laufzeitenbasierten Vorgehensweise war es – zumindest auf der Planungsebene - möglich, eine grobe Abstimmung von Produktions- und Stillstandszeiten vorzunehmen. Mit der vorbeugenden Instandhaltung war ein erster Schritt für eine langfristige Wartungsorganisation gemacht und für eine Vielzahl von Bauteilen und Maschinenarten konnte diese Strategie erfolgreich angewendet werden.
Plötzlich versagende Bauteile
Für die breite Masse industrieller Großmaschinen zeigte sich jedoch, dass dieser präventive Ansatz nicht praxisgerecht war, denn noch immer gab es eine Vielzahl ungeplanter Stillstände und kapitaler Schäden aufgrund plötzlich versagender Bauteile. Die Stillstandszeiten (MTTR – „Meantime To Repair“) verlängerten sich sogar im Vergleich zu früheren Jahren, da oftmals auch die Ersatzteilbevorratung reduziert worden war und die Produktion von Neuteilen sowie deren Lieferung kostbare Produktionszeit in Anspruch nahm. Um zu überprüfen worin die immense Diskrepanz zwischen Planung und Realität begründet ist, untersuchte die USLuftfahrtgesellschaft „United Airlines“ über einen langen Zeitraum hinweg die Lebenszyklen komplexer Maschinen und deren Komponenten1. Da die Luftfahrtindustrie seit ihrem Bestehen der treibende Innovator für Qualitätsprüfung und –management ist, werden diese Studienergebnisse noch heute häufig zitiert und dienen als Basis für eine Vielzahl moderner Instandhaltungskonzepte, u.a. der „Reliability Centered Maintenance“. Die Untersuchungsergebnisse belegen: Der Versagenszeitpunkt von 89 % aller untersuchten Bauteile und Maschinen ist nicht vorhersagbar, da es nur bei der Minderheit aller Studienobjekte eine direkte Abhängigkeit von Bauteil-Laufzeit und Bauteil-Ausfallwahrscheinlichkeit gibt. Sieht man sich den theoretischen, erwarteten Lebenszyklus von Bauteilen in Gänze an, so gibt es die Zeit des Frühversagens, eine lange Phase mit fehlerfreiem Betrieb und schließlich ein verschleißbedingtes Ansteigen der Fehlerwahrscheinlichkeit zum Ende des Lebenszyklus. Dieser Lebenszyklus wurde grafisch umgesetzt und ist als so genannte „Badewannenkurve“ bekannt.
Es stellte sich aber heraus, dass die „Badewannenkurve“ bei nur 4 % der untersuchten Maschinen anwendbar ist. Der überwiegende Anteil (68 %) wies zwar ebenfalls die Phase des Frühversagens auf, allerdings konnte mit Abschluss dieser Phase der Lebenszyklus zu einem nicht vorhersagbaren Zeitpunkt enden.
Offline-Monitoring
Der Einzug moderner Automatisierungstechnologien in den 80er Jahren hat auch vor Werkzeugen für die Instandhaltung nicht Halt gemacht. Am Beginn dieser Entwicklung standen mobile Messgeräte zur Erfassung von Schwingungen oder Temperaturen, die bis zum heutigen Tag weltweit und tausendfach Anwendung finden. Das so genannte „Snapshot“- oder „offline“-Monitoring ermöglichte es erstmals, Zustandsinformationen über Maschinen zu erhalten. Obwohl nur ein sehr kurzer Betriebszeitraum erfasst wurde, konnte bei periodischer Wiederholung die Entwicklung von Fehlern detektiert werden und entsprechende Maßnahmen zur Schadensvermeidung eingeleitet werden.
In diesem Zusammenhang soll kurz der Unterschied zwischen „Fehler“ und „Schaden“ definiert werden. „Fehler“ sind solche Verhaltensweisen von Bauteilen (oder Maschinen), die nicht der Spezifikation entsprechen, z. B. aufgrund von Schwergängigkeit, Korrosion, Abrasion oder Undichtigkeit. Dieser Fehler muss nicht zwangsläufig den Betrieb der Maschine unmöglich machen – er ist aber mess- und somit erfassbar. Als „Schaden“ wird das endgültige funktionale Versagen eines Bauteils oder einer Maschine verstanden; ein weiterer Betrieb ist nicht mehr möglich.
Für Instandhalter ist der Zeitraum zwischen der ersten Fehlerdetektierung und der Schadensentstehung von besonderem Interesse. Denn dieser Zeitraum kann als „Vorwarnzeit“ vor einem Schaden bezeichnet werden. Bei einem abgefahrenen Autoreifen kann diese Vorwarnzeit – je nach Fahrweise – mehrere tausend Kilometer betragen. Im industriellen Alltag vermeidet die kontinuierliche Beobachtung des sich entwickelnden Fehlers und rechtzeitige Abschaltung der Maschine kurz vor Schadenseintritt viele verlorene Betriebsstunden.
Diese wichtige Vorwarnzeit wird meistens in einem so genannten „P-F-Intervall“ abgebildet. Bei dieser Namensgebung steht „P“ für „potential failure“ (erstmalige Fehlerdetektierung) und „F“ für „functional failure“ (Schadenszeitpunkt). Wenn die Aufgabe darin besteht, den Lebenszyklus von Bauteilen maximal zu nutzen, ist eine präzise und verlässliche Erfassung aller relevanten Messdaten notwendig, die erkennen lassen wie lange der Zeitraum von „P“ bis „F“ noch dauert. Bei unserem Autoreifen heißt das, alle 100 km Fahrtstrecke eine messtechnische oder visuelle Prüfung der Reifendecke durchzuführen, um zu erkennen, ob das Karkassengewebe schon sichtbar ist. Wird diese Prüfung – ob beim Maschinenbetrieb oder bei dem Pkw-Beispiel – nicht regelmäßig durchgeführt, entwickelt sich der Fehler unkontrolliert zu einem möglicherweise dramatischen Schaden.
Die zielführende Anwendung des P-F-Intervalls erfordert deshalb zwingend eine verlässliche und periodische Überwachung aller Bauteile, damit Fehler frühzeitig detektiert und resultierende Schäden vermieden werden. Offline Monitoring-Systeme können diese Anforderungen nur begrenzt erfüllen: wenn die Überwachungs- oder „Snap shot“-Intervalle zu lang gewählt sind, werden Fehler ggf. in einem bereits stark ausgeprägten Stadium erstmalig detektiert und die Vorwarnzeiten sind gefährlich kurz.
Online Condition Monitoring
Systeme zur kontinuierlichen Überwachung des Zustands von Maschinen und Bauteilen (online condition monitoring) bieten hier entscheidende Vorteile. Diese Vorteile wirken sich nicht nur auf die Produktionseffizienz aus, sondern ebenfalls auf die Sicherheit von Mensch, Umwelt und Maschine. Denn aufgrund der permanenten Überprüfung des Verhaltens von Bauteilen ist die Entstehung von Fehlern bereits im Frühstadium sicher detektierbar und der Zeitraum zur Reparaturplanung und -durchführung entsprechend groß. Bei sensibler Einstellung des Überwachungssystems und durch die Aktivierung eines automatischen Maschinenstopps bei Schadensentstehung, sinkt die Wahrscheinlichkeit kapitaler Schäden und Folgeschäden drastisch. In der Folge kann ein hocheffizienter und gleichzeitig sehr risikoarmer Maschinenbetrieb realisiert werden.
Wurden früher redundante Maschinen und im Schadensfall eine Umschaltung auf die Schwestermaschine erwähnt, werden heute ehemals redundant ausgelegte Maschinenlinien immer häufiger in die laufende Produktionskette eingegliedert. Die permanente Überwachung dieser Maschinen gewinnt zunehmend an Bedeutung und erweist sich in vielen Fällen als eine rechenbare, lohnende Investition. Es liegt eine Vielzahl von veröffentlichten Beispielen vor die nachweisen, dass selbst sechsstellige Investitionen in moderne Diagnosesysteme sich innerhalb weniger Monate amortisiert haben. Häufig ist der Zeitraum für die Evaluierung und Bewilligung einer derartigen Investition um ein Vielfaches länger als die tatsächliche Payback-Periode nach erfolgter Installation und Inbetriebnahme. Fazit Zusammenfassend lässt sich feststellen, dass „Trial and Error“-Methoden in der heutigen industriellen Welt keine Berechtigung mehr haben und die Anzahl der Installationen von spezialisierten Expertensystemen rasant zunehmen wird. Dies liegt nicht nur an den Anforderungen, die die Weltmärkte vorgeben, sondern auch an der Marktverfügbarkeit von Systemen, die den hohen Ansprüchen an Sicherheit und Verlässlichkeit beim Maschinenbetrieb gerecht werden.









