
Für den Reinraum gut genug?
Reinraumtauglichkeit als Qualitätsparameter
-
 Colandis: Messkammer zur Reinraumtauglichkeitsmessung und Partikelbestimmung
Colandis: Messkammer zur Reinraumtauglichkeitsmessung und Partikelbestimmung -
 Colandis Logo
Colandis Logo -
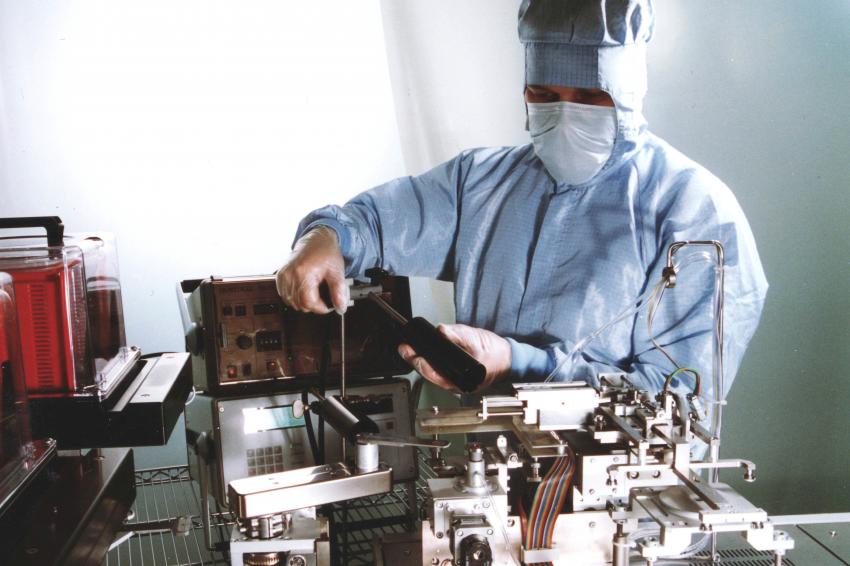
 Colandis: Messung nach der Ganzheitsmethode: Das Messobjekt befindet sich in einer Messzelle, an deren unterem Ende in einem Trichter die Partikel und der Volumenstrom gemessen werden.
Colandis: Messung nach der Ganzheitsmethode: Das Messobjekt befindet sich in einer Messzelle, an deren unterem Ende in einem Trichter die Partikel und der Volumenstrom gemessen werden.
Für den Nichtfachmann ist daher die Versuchung groß, sich auf die gängigen Angaben zur Reinraumtauglichkeit zu verlassen. Eine genauere Analyse ist allerdings empfehlenswert.
In den letzten Jahren hat sich die Reinraumtauglichkeit immer mehr zu einem festen Qualitätsparameter bei Maschinen- und Komponentenlieferanten entwickelt. Dieses Qualitätsmerkmal ist bei immer mehr Produkten zu finden, deren Einsatz im Reinraum stattfinden kann und dessen Tauglichkeit dafür dokumentiert werden soll. Dieses Qualitätssiegel gibt bekannt, dass ein Produkt bestimmten Anforderungen an die Freisetzung von Kontaminationen partikulärer oder gasförmiger Natur genügt.
Dabei sollte es aber allen Anwendern bewusst sein, dass dieses Qualitätssiegel fest an die beim Test vorhandenen Bedingungen geknüpft ist. Weiterhin stellt sich die Frage, inwieweit ein mechanisches Produkt einer Luftreinheitsklasse entsprechen soll. Diese, nicht im direkten Zusammenhang stehende Eigenschaft, wird in der Argumentation meist falsch interpretiert. An dieser Stelle soll das Thema Reinraumtauglichkeit und dessen Interpretation dargestellt werden.
Reinraumtauglichkeit und/oder Reinheitstauglichkeit
In der Richtlinie VDI 2083-9.1 „Reinheitstauglichkeit und Oberflächenreinheit“ wird auf die Unterschiede zwischen Reinraumtauglichkeit und Reinheitstauglichkeit hingewiesen. (Der Autor merkt an, dass nach seiner Auffassung in der Vorgängerrichtlinie VDI 2083-8 „Reinraumtauglichkeit von Betriebsmitteln“, der Unterschied differenzierter beschrieben wurde.) Um es einfach darzustellen, kann man sagen, dass die Reinraumtauglichkeit den Einfluss einer Maschine oder Komponente auf die Luftreinheitsklasse des Reinraums beschreibt und die Reinheitstauglichkeit den Einfluss auf das jeweilige Produkt. Wichtig sind beide Größen, wobei der Reinheitstauglichkeit die größere Bedeutung beigemessen werden sollte. Nichtsdestotrotz wird meist von der Reinraumtauglichkeit gesprochen ohne eine Differenzierung vorzunehmen. Diese Differenzierung ist dann wichtig, wenn die ermittelten Parameter für den Bereich Facilities oder Produktion wichtig sind. Dabei spielt auch die Reinraumtauglichkeit eine Rolle in der Produktion, vor allem, wenn es um Fragen der Querkontaminationen geht. Die Reinraumtauglichkeit wird auch als ein Teil der Reinheitstauglichkeit betrachtet. Aus dieser Betrachtungsweise heraus sollten beide Bereiche immer im Zusammenhang bewertet werden, ohne die Differenzierung zu vernachlässigen.
Reinraumtauglich nach ISO
Oftmals findet man in Produktspezifikationen, Datenblättern oder Prospekten die Formulierung „Reinraumtauglich Klasse ISO 4 nach ISO 14644-1“ zur Kennzeichnung von Maschinen oder Komponenten, die im Reinraum eingesetzt werden sollen. Was soll damit gesagt werden?
- Die Maschine/Komponente kann im Reinraum der Klassifizierung ISO 4 bedenkenlos eingesetzt werden.
- Das mit der Maschine/mit dieser Komponente zu produzierende Produkt ist an keiner Stelle einer schlechteren Umgebung ausgesetzt als durch die Klassifizierung ISO 4 beschriebene Luftreinheitsklasse.
- Die Maschine hat die Reinheitsklasse ISO 4 entsprechend der ISO 14644-1.
Alle diese hier beschriebenen Interpretationen findet man u. a. in der Praxis vor. Doch was bedeuten sie im Einzelnen?
- Im ersten Punkt wird die klassische Reinraumtauglichkeit beschrieben. Das heißt, dass die Maschine keine Stelle aufweist, an der mehr Partikel an den umgebenden Reinraum abgegeben werden, als die Einordnung der durch die luftvolumetrischen Messungen ermittelten Werte in die Klassifizierung der Luftreinheitsklassen die Klasse ISO 4 ergibt. Fragen bleiben dennoch offen. Eine davon wäre, wie viele dieser Maschinen im betreffenden Reinraum eingesetzt werden können und die Klassifizierung des Raumes trotzdem gehalten wird.
- In Punkt 2 sind die Angaben zur Reinheitstauglichkeit der Produktumgebung zu finden. Denn letztendlich zählt allein das Produkt und nicht der Reinraum. Der Reinraum ist nur Mittel zum Zweck. Schafft man es, die unmittelbare Produktumgebung sauber zu halten, dann spielt der Reinraum nur noch eine sekundäre Rolle. Im übrigen ist die Frage der Reinheitstauglichkeit in der Halbleiterindustrie mit den Acceptancetests auf eine praktikable Art und Weise gelöst worden.
- Zu Punkt 3 kann man nur sagen, dass keine Maschine/Komponente eine Luftreinheitsklasse besitzen kann.
Messprotokoll und Messbedingungen
Im Protokoll, das jeder Zertifizierung zugrunde liegen muss, findet man Angaben zu den Messbedingungen. Diese sind wichtig, um einen Abgleich mit seinen eigenen Bedingungen, unter denen die Maschine/Komponente eingesetzt werden soll, machen zu können. Dabei geht es nicht ausschließlich um Umgebungsparameter wie Temperatur und relative Luftfeuchte, wichtig sind vor allem die Angaben zum Prozess selbst, unter dem die Reinheitstauglichkeitsuntersuchungen durchgeführt wurden. In der Reinraumtechnik werden drei Stufen der Qualifikation (Zustände) unterschieden:
- As built – der Reinraum wurde errichtet, es befinden sich keine Maschinen und Personal während der Messung im Reinraum, der Reinraum ist in Betrieb
- At rest – der Reinraum ist mit allen Maschinen und Anlagen ausgestattet, der Reinraum ist in Betrieb, die Maschinen und Anlagen sind in Betrieb (Leerlauf), es befindet sich kein Personal im Reinraum
- In operation – Der Reinraum ist mit allen seinen Maschinen und Anlagen sowie dem Personal vollständig in Betrieb, es wird produziert
Ähnlich kann man diese Zustände auf die Reinheitstauglichkeitsuntersuchungen anwenden. Meist wird der Zustand „at rest“ angewandt, da die konkreten Einsatzfälle und die damit verbundenen Produkte zu vielfältig sind. Es zeigt sich, dass hier eine Lücke zwischen der Messung und dem realen Einsatzfall klaffen kann. Zusätzlich muss man auch mit der Kreativität einzelner Marketingabteilungen rechnen, wie ein konkreter Fall dem Autor bekannt wurde. Denn nach dessen Recherche zeigte sich, dass man zwar mit Recht die Klassifizierung ISO 1 im Datenblatt angegeben hatte, jedoch die Ergebnisse der anderen Messpunkte dieser Komponente verschwieg (diese waren schlechter).
In einem anderen Fall wurde eine Transferkomponente versehentlich nur im Initialisierungsmodus gemessen, wie eine Nachprüfung bei einem anderen Dienstleister zutage förderte. Die Ergebnisse mit der realen Prozessgeschwindigkeit waren um einiges schlechter. Das brachte den Endkunden dazu, ein anderes Produkt einzusetzen.
Was sagt uns dann letztendlich die Aussage „Tauglich Klasse ISO 4“? – Sie sagt uns, dass unter bestimmten Bedingungen an möglichst allen Messstellen eine Partikelkonzentration gemessen wurde, die angelehnt an die Klassifizierung der ISO 14644-1 der Luftreinheitsklasse ISO 4 entspricht. Nicht die Maschine entspricht der Luftreinheitsklasse, sondern die gemessene Partikelkonzentration. Es sagt dem Anwender dieser Maschine/Komponente, dass er sicherlich ein für seinen Anwendungsfall geeignetes Produkt gefunden hat, doch diese Eignung sollte durch einen Abgleich seiner Einsatzbedingungen mit dem, dem Zertifikat beizustellenden Protokoll bestätigt werden.
Wichtige Fragen bleiben wiederum offen:
- Wie alt ist die Zertifizierung? Jegliche Zertifikate sind an zeitliche Gültigkeiten gebunden. Dies ist notwendig, um sicherzustellen, daß durch Produktänderungen oder Veränderungen im Fertigungsablauf die Qualität bezogen auf die Reinheitstauglichkeit immer gewährleistet wird.
- Wie stellt sich das Langzeitverhalten bei der Frage nach der Reinheitstauglichkeit dar? Meist werden die Messungen mit fabrikneuen Maschinen /Komponenten durchgeführt.
- Es gibt nur wenige Fälle, in denen das Langzeitverhalten untersucht wurde.
- Wie viele Partikel gibt die Maschine / Komponente in Summe ab? Diese Frage stellt sich dann, wenn Maschinen und Komponenten direkt miteinander verglichen werden sollen. Es ist besonders dann interessant, wenn sie neben allen anderen für den Anwendungsfall relevanten Parametern durchaus vergleichbar sind und die Partikelabgabe ein weiteres Entscheidungskriterium darstellt.
Ganzheitsmethode
In der VDI 2083-9.1 ist diese Art der Messungen nach Meinung des Autors nicht mit der notwendigen Sorgfalt betrachtet worden.
Bei der Ganzheitsmethode wird die Partikelabgabe pro Zeiteinheit gemessen. Der Nachteil besteht darin, dass man die Ergebnisse nicht an irgendeiner Klassifizierung spiegeln kann, wie sie in der ISO 14644-1 dargestellt ist. Das heißt, dass man die Ganzheitsmethode immer im Zusammenhang mit der lokalen Messmethode, bei der an definierten Stellen gemessen wird, in Betracht ziehen sollte.
Der Messaufbau besteht darin, dass man das Messobjekt in einen Messraum positioniert, der mit reiner Luft durchströmt wird und an einem Luftauslass die Partikelkonzentration (eine annähernde Gleichverteilung wird vorausgesetzt) gemessen wird. Zusätzlich wird der Volumenstrom am Luftauslass ermittelt. Multipliziert man beide Werte, dann erhält man einen Partikelstrom.
Partikelkonzentration P/m³ multipliziert mit dem Volumenstrom m³/s ergibt den Partikelstrom P/s
P/s = P/m3
m3/s
Ein einfaches Beispiel soll darstellen, weshalb es sinnvoll sein kann, die Ganzheitsmethode zu wählen. Stellen wir uns eine Führung von zwei verschiedenen Herstellern vor an der 5 Messpunkte vereinbart wurden. An der Führung des Herstellers 1 wurden an den Messpunkten nach der lokalen Messmethode folgendes Ergebnis erzielt (0 – 0 – 200 – 0 – 0). Nach der Richtlinie VDI 2083-9.1 bedeutet dies, dass die Partikelabgabe dieser Führung einer Klassifizierung entspricht, die dem höchsten gemessenen Wert, 200, zuzuordnen ist. Das Ergebnis der Führung des Herstellers 2 ergibt (100 – 100 – 100 – 100 –100). Nach der Richtlinie heißt das, dass die Partikelabgabe dieser Führung einer Klassifizierung entspricht, die dem höchsten gemessenen Wert, 100, zuzuordnen ist. Obwohl die Führung des Herstellers 2 bedeutend mehr Partikel abgibt, erhält diese eine bessere Klassifizierung. Diesen Widerspruch kann man mit der Ganzheitsmethode auflösen.
Literatur
VDI 2083-8: Reinraumtauglichkeit von Betriebsmitteln (zurückgezogen)
VDI 2083-9.1: Reinheitstauglichkeit und Oberflächenreinheit
ISO 14644-1: Klassifizierung der Luftreinheit










