
Papier von erhöhter Oberflächen-Reinheit
12.06.2020 - Im Reinraum-Betrieb findet, wie in anderen HiTech-Fertigungsbetrieben auch, reger Informationsaustausch statt, zur Anwendung kommt hier das Reinraumpapier.
-
 Mikroskop-Aufnahme von der Schnittkante eines Papierstapels vor der Dekontaminierung
Mikroskop-Aufnahme von der Schnittkante eines Papierstapels vor der Dekontaminierung -
 Kopierpapier mit Kaolin-Strich, 1.000-fach
Kopierpapier mit Kaolin-Strich, 1.000-fach -
 Reines Papier, mit Polymerstrich 1.000-fach
Reines Papier, mit Polymerstrich 1.000-fach -
 Schnittkante Papier Hersteller 1, 300-fach (höchste Kantenqualität)
Schnittkante Papier Hersteller 1, 300-fach (höchste Kantenqualität) -
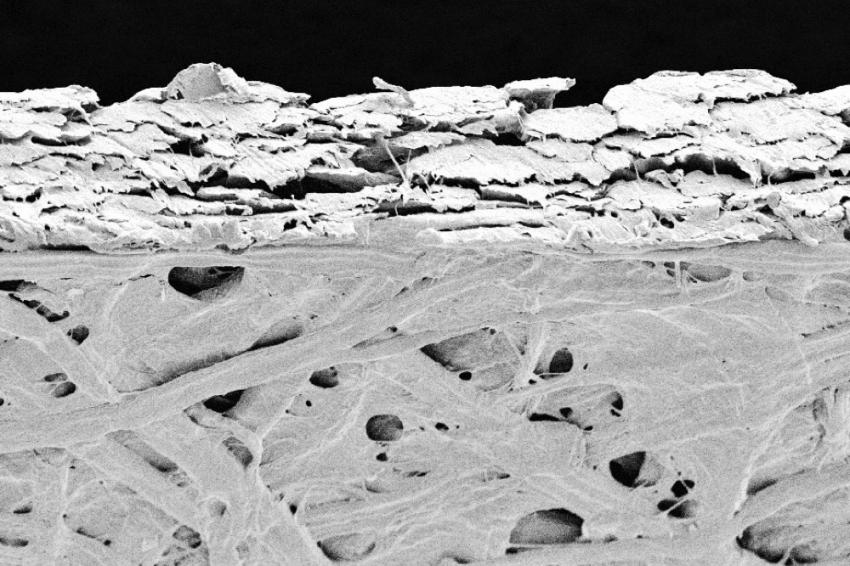 Schnittkante Papier Hersteller 2, 300-fach (mittlere Kantenqualität)
Schnittkante Papier Hersteller 2, 300-fach (mittlere Kantenqualität) -
 Schnittkante Papier Hersteller 3, 300-fach (Kante gequetscht)
Schnittkante Papier Hersteller 3, 300-fach (Kante gequetscht) -
 Schnittkante Papier Hersteller 4, 300-fach (unzureichende Kantenqualität)
Schnittkante Papier Hersteller 4, 300-fach (unzureichende Kantenqualität) -
 Schnittkante Papier Hersteller 5, 300-fach (mittlere Kantenqualität)
Schnittkante Papier Hersteller 5, 300-fach (mittlere Kantenqualität) -
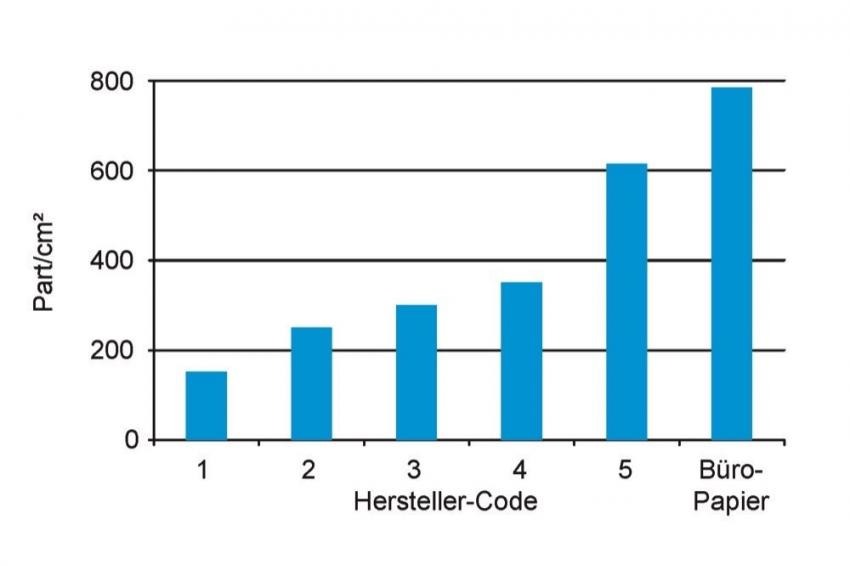 Vergleich der Partikel-Freisetzung von Reinraum-Papieren und Standard-Büropapier (5 verschiedene Hersteller plus Büropapier), Tauchmethode
Vergleich der Partikel-Freisetzung von Reinraum-Papieren und Standard-Büropapier (5 verschiedene Hersteller plus Büropapier), Tauchmethode -
 Hadern-Papier aus dem Jahr 1665, 1.000-fach
Hadern-Papier aus dem Jahr 1665, 1.000-fach -
 Mikroskop-Aufnahme von der Schnittkante eines Papierstapels nach der Dekontaminierung
Mikroskop-Aufnahme von der Schnittkante eines Papierstapels nach der Dekontaminierung -
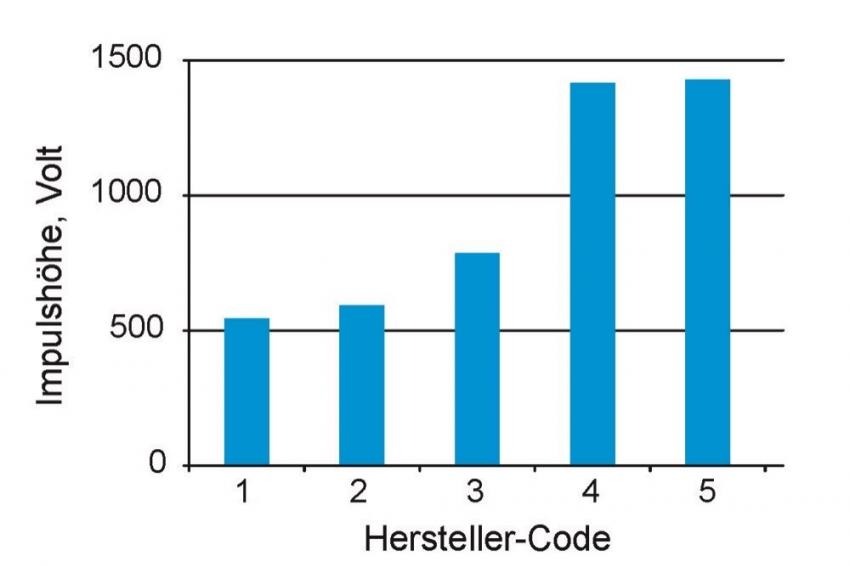 Prüfergebnisse für die elektrische Ladungs-Impulshöhe diverser Reinraum-Papiere (gemessen mit Fallschlitten nach Ehrler)
Prüfergebnisse für die elektrische Ladungs-Impulshöhe diverser Reinraum-Papiere (gemessen mit Fallschlitten nach Ehrler) -
 Prüfergebnisse für die Abklingzeit der Ladung diverser Reinraum-Papiere
Prüfergebnisse für die Abklingzeit der Ladung diverser Reinraum-Papiere -
 Tonerdruck, Laser: Buchstabe E auf Kaolin-gestrichenem Papier, Elektronenmikroskop
Tonerdruck, Laser: Buchstabe E auf Kaolin-gestrichenem Papier, Elektronenmikroskop -
 Tonerdruck, Laser: Buchstabe E auf reinem Papier Typ Galaxy, Elektronenmikroskop
Tonerdruck, Laser: Buchstabe E auf reinem Papier Typ Galaxy, Elektronenmikroskop -
 Schnittbild eines DNTT-Transistors mit einer Kanal-Länge von 40 µm auf Galaxy-Reinraum-Papier Clear & Clean GmbH gefertigt. In summary, we have fabricated organic transistors direcly on the surface of commercially available paper, without applying a protective or planarization coating. Using the vacuum-deposited small-molecule organic semiconductor DNTT, we have achieved a carrier mobility of 1.6 cm²/Vs, an on/off current ratio of 106, and a subthreshold slope of 90 mV/decade. In addition, the TFTs display a very large differential output resistance. © U. Zschieschang und H. Klauk, Max-Planck-Institut für Festkörperforschung
Schnittbild eines DNTT-Transistors mit einer Kanal-Länge von 40 µm auf Galaxy-Reinraum-Papier Clear & Clean GmbH gefertigt. In summary, we have fabricated organic transistors direcly on the surface of commercially available paper, without applying a protective or planarization coating. Using the vacuum-deposited small-molecule organic semiconductor DNTT, we have achieved a carrier mobility of 1.6 cm²/Vs, an on/off current ratio of 106, and a subthreshold slope of 90 mV/decade. In addition, the TFTs display a very large differential output resistance. © U. Zschieschang und H. Klauk, Max-Planck-Institut für Festkörperforschung -
 Win Labuda, Clear & Clean
Win Labuda, Clear & Clean -
 Christian Wendt, Clear & Clean
Christian Wendt, Clear & Clean
Im Reinraum-Betrieb findet, wie in anderen HiTech-Fertigungsbetrieben auch, reger Informationsaustausch statt. Informationen an die Mitarbeiter, Equipment-Handbücher, persönliche Notizen, Skizzen und oftmals auch Chargen-Begleit-Protokolle für die gefertigten Produkte – alle diese Informationen werden Reinraum-intern als auch -extern u. a. auf einem der mobilsten Datenträger der Welt – dem Papier – aufgezeichnet und verteilt. Auch wenn die Digitalisierung des Informationsaustauschs voranschreitet, ist Papier auch heute noch im Reinraum gegenwärtig. Ein weiteres Einsatzgebiet reiner Papiere ist die Trennung solcher Produkte voneinander, welche vor, während oder nach der Produktion nicht flächig aufeinander liegen dürfen, wie z. B. Silizium-Wafer. Hier dient das reine Papier oft als Separator-Blatt zum Schutz der kritischen Produktoberflächen und zur Dämpfung mechanischer Stöße während des Transports.
Es gibt zwei Arten von Reinraum-Papieren: Die Einen bestehen aus Cellulose und haben einen deutlichen Papiercharakter. Die Anderen bestehen aus Kunststoff und sind genau genommen keine Papiere. Sie konnten sich jedoch aus ökonomischen und ökologischen Gründen im Markt nicht recht durchsetzen. Außerdem lassen sie sich wegen der hochtemperierten Fixiertrommeln im Laserdrucker dort nicht verarbeiten. Der vorliegende Aufsatz betrifft daher ausschließlich cellulosische Papiere.
Reine Papiere für die Dokumentation werden wiederum in zwei Formen eingesetzt: Als Lose-Blatt-Stapel für den Drucker oder Kopiererbetrieb oder in gebundener Form als Reinraum-Notizbücher. Solche Notizbücher müssen von reinheitstauglicher Beschaffenheit sein: Beim Aufklappen der Deckel oder einzelner Seiten sollen möglichst wenige Partikel freigesetzt werden. Aus diesem Grund haben solche Bücher oftmals eine Spiralbindung aus Kunststoffdraht. Die Deckel sind aus reinheitstauglichem Kunststoff mit gerundeten Ecken ausgeführt. Die Innenseiten sind aus kariert bedrucktem Reinraum-Papier. Solche Notizbücher gibt es in verschiedenen Größen von DIN A 7 bis zu DIN A 4. Sie dienen handschriftlichen Aufzeichnungen im Reinraum und natürlich auch für die Anfertigung von Handskizzen.
Auch für reine Papiere gibt es ein Anforderungsprofil und ein Leistungsprofil. Das Anforderungsprofil ergibt sich aus den Notwendigkeiten der Umgebungs-Reinhaltung bei den Prozessen des Reinen Arbeitens. Das Leistungsprofil wiederum basiert auf den technischen Möglichkeiten der fünfstufigen Papierherstellung. Das sind:
- Stoffaufbereitung (Mahlung, Färbung)
- Blattbildung und Oberflächenglättung
- Ausrüstung mit Polymer-Schichten
- Formatierung
- Dekontaminierung
Im Wesentlichen besteht heute (April 2020) bei der Premium-Klasse der marktgängigen Reinraum-Papiere weitgehend Identität zwischen Anforderungs- und Leistungsprofil. Bei Papieren dieser Klasse bleiben beim Anwender kaum Wünsche offen. Einige der weltweit angebotenen Papiere sind jedoch auf der Qualitätsskala nicht bei allen technischen Merkmalen ganz oben angesiedelt und so sind qualitätsbewusste Reinraum-Ingenieure gefordert, eine anforderungsgerechte Auswahl zu treffen.
Natürlich müssen Papiere die in einer reinen Arbeitsumgebung benutzt werden, von besonderer Beschaffenheit sein. Sie sollen nicht nur im Anlieferungszustand eine hohe Oberflächenreinheit aufweisen, sondern sie dürfen auch während und nach ihrer Gebrauchs-Beanspruchung im Reinraum nur geringe Mengen an Partikeln, Faserfragmenten und flüchtigen Bestandteilen in die Umgebung hinein verlieren. Außerdem müssen sie weitere Qualitätsmerkmale aufweisen, welche bei Standard-Papieren nicht gefordert sind. Nachstehend sind die wesentlichen Merkmale zusammengefasst:
- hohe Oberflächenreinheit
- hohe Kantenreinheit
- mäßige triboelektrische Aufladbarkeit
- geringer Ionenbestand
- ausreichende Reißfestigkeit und
- geringe Spaltneigung
Die Reinraum-Papier-Fertigung
Vor Fertigungsbeginn von reinen Papieren müssen durch den Papiermacher zunächst die Art der zu verwendenden Fasern und der Mahlgrad derselben bestimmt werden. Fertigungshilfsmittel der normalen Papierherstellung, wie Kaolinzusätze als Füllstoffe scheiden für dieses Produkt aus. Das gilt auch für Bleichverfahren und Zusätze, die ionogene Eigenschaften haben. Reinraum-Papiere werden im ersten Fertigungs-Schritt in Rollen von etwa 4 m Breite und 2,5 m Durchmesser gefertigt. Zur besseren Handhabung werden diese 'Mutter'-Rollen zunächst in z. B. drei kleinere 'Tochter'-Rollen aufgeteilt. Bei einer einzigen Produktionscharge entstehen so etwa 80 bis 100 t Reinraum-Rohpapier, dessen Eigenschaften jedoch konstruktiv bereits für den späteren Einsatz als Reinraum-Papier vorgesehen sind. In einem weiteren Arbeitsgang erfolgt das Streichen der Papiere in Rollenform mit einem speziell formulierten, Ionen- und Partikel-armen Überzug. Die Hersteller von reinen Papieren verwenden dabei Polymere, mit denen reine Papiere im Rahmen ihrer Herstellung von beiden Seiten bestrichen werden. Das sind oft sorgfältig ausgewählte und auf diese besondere Anwendung eingestellte Polymer-Verbindungen.
Die Beschichtung erfolgt, um die auf der Papieroberfläche naturgemäß vorhandenen Partikel sicher zu binden. Dabei wird ein großer Teil der Poren des Papiers verschlossen. Diese für die Gebrauchsreinheit der Papiere förderliche Ausrüstung schafft jedoch andererseits Probleme durch die Erhöhung deren triboelektrischer Aufladbarkeit, welche automatisch mit einem solchen Strich einhergeht. Nach Trocknung der Charge erfolgt das Konvertieren aus der Rollenform in Flachgelege-Stapel. In einem weiteren, dem kritischsten Konvertiervorgang, werden aus diesen Flachgelegen nun Formatpapiere in den Gebrauchsabmessungen DIN-A4 oder DIN- A5 oder anderen geschnitten. Dieser Vorgang bestimmt wesentlich die Oberflächenreinheit der Schneidkanten solcher Formatpapiere. Bei hochwertigen Papieren für die Reintechnik werden spezielle Techniken des Formatschneidens angewendet, um die Partikel- und Faserfragmentmenge an den Schneidkanten der Papierstapel gering zu halten. Die verkaufsfertigen Papierstapel haben bei 500 Blatt 100 g-Papier eine Höhe von etwa 6 cm. Beim DIN-A4-Format entspricht das rundum etwa einer kritischen, partikelbeladenen Fläche von 600 cm² pro Blatt. Die Menge der partikulären Rest-Verunreinigung im Kantenbereich variiert mit dem eingesetzten Schneidverfahren. Je nach Verfahren differiert die Partikelmenge an diesen Seitenflächen in einem Verhältnis von etwa 1:5 zwischen hochwertigen und weniger reinen Papieren. Für reine Papiere gibt es wegen des aus papiertechnischer Sicht sehr kleinen Marktes weltweit nur fünf bekannte Hersteller. Die Oberflächen und Kanten der Papiere wurden elektronenmikroskopisch photographiert. Die Abbildungen wurden in unserem Forschungslabor angefertigt.
Reintechnische Prüfmethoden
Reine Papiere gehören zu den großflächigen Produkten, welche den Reinraum ständig durchlaufen – genau wie Overalls, Verpackungsfolien, Reinigungstücher und Mopps. Daher sollte der Reinraum-Ingenieur diesem Produkt in seinem clean-concept entsprechende Beachtung schenken. Dazu gehört auch die Kenntnis der Qualitätsmerkmale und Belastungsgrenzen solcher Papiere.
Eine der wesentlichen Anforderungen an reines Papier ist dessen reduzierte Partikelfreisetzung beim Einsatz.
Drei Möglichkeiten, wie reines Papier zur Partikelquelle werden kann:
- durch die Beschaffenheit der Oberfläche
- durch die Beschaffenheit der Kanten
- durch die Freisetzung geringgradig haftender Tonerpartikel nach Bedruckvorgängen im Kopierer.
Daraus ergibt sich die Notwendigkeit, die Oberflächenreinheit der Papiere messtechnisch zu erfassen. Es wird in diesem Zusammenhang gelegentlich auf eine amerikanische Prüfmethode (IEST-RP-CC-004) hingewiesen, welche oft auch für die reintechnische Qualifizierung von Reinraum-Reinigungstüchern eingesetzt wird. Dabei wird der Prüfling in ein DI-Wasser-Bad getaucht und geschüttelt (biaxial shake-test). Alternativ sieht die Methode das vorsichtige Begießen des Prüflings mit DI-Wasser und die nachfolgende Erfassung der Partikelanzahl im DI-Wasser vor. Die beim Begießen ins DI-Wasser hinein freigesetzten Partikel werden abfiltriert und die Filter werden mikroskopisch ausgewertet. Früher hatten wir bei unseren Laborversuchen die Prüflinge drei Mal getaucht und anschließend abtropfen lassen. Dabei ergaben sich jedoch Variationskoeffizienten jenseits der 40 %-Marke. Nachdem wir die Anzahl der Tauchvorgänge von drei auf einen reduziert hatten, pegelten sich die Variationskoeffizienten zwischen 5,6 % und 31,3 % ein. Bei den Messungen, welche in unserem Labor nach dieser Methode durchgeführt wurden, mussten die Tauch- und Abtropfzeiten sehr genau eingehalten werden. Andernfalls ergaben sich nicht akzeptable Ungenauigkeiten. Zusammenfassend lässt sich feststellen, dass wir mit dieser Prüfmethode nicht wirklich zufrieden sind, aber wegen des allgemein reduzierten Bedarfs an reinen Papieren infolge von Digitalisierungsmaßnahmen sind wir bisher nicht motiviert gewesen, in eine Verbesserung der Prüfmethoden zu investieren.
Der Reinraum-Anwender ist selten ohne großen Aufwand selbst in der Lage, die reintechnische Qualität von Reinraum-Papieren im Anlieferungszustand zu prüfen. Dazu fehlt ihm zumeist das spezielle Instrumentarium aber auch das in dieser Richtung ausgebildete Personal und die Datenbasis für eine vergleichende Beurteilung. Aus diesem Grunde ist es für den Anwender sinnvoll, die Zusammenarbeit mit einem Hersteller von reinen Papieren oder einem Reintechnik-Labor zu pflegen, welches aufgrund seiner in-house-Analytik auch in der Lage und willens ist, Qualitätsnachweise zu erbringen und wenn gewünscht ein „Certificate of Compliance“ auszustellen.
Die o. a. bedingt zuverlässige Prüfmethode für die Anzahl der beim kurzzeitigen Tauchen von Reinraum-Papieren ins DI-Wasser hinein freigesetzten Partikel zeigt als Ergebnis leider nicht genau was der Anwender wissen möchte. Grundlage der Qualitäts-Beurteilung sollte die beim Einsatz der Papiere abgelöste Partikelmenge und deren Größenverteilung sein. Es gibt jedoch z. Zt. keine Prüfmethode mit der die Papierhandhabung im Reinraum ausreichend und anwendungsnah simuliert wird.
Das liegt auch daran, dass der Partikeltransfer vom Papier auf andere Reinraum-Oberflächen auf zwei Wegen erfolgt:
- zum einen als Kontakttransfer von der Papieroberfläche auf eine beliebige Reinraum-Oberfläche hin
- und zum anderen als Teilchen-Ablösung vom Papier bei gleichzeitigem Übergang in den luftgetragenen Zustand mit nachfolgender Sedimentation
Den Autoren sind bisher keine Untersuchungsergebnisse zur prozentualen Verteilung der beiden Kontaminationswege bekannt geworden. Wesentliches Argument gegen die o. a. „Tauchmethode“ bleibt, dass sich die Natur des Prüflings durch das Tauchen desselben in das DI-Wasser hinein verändert, während das Produkt im praktischen Gebrauch nicht einmal mit Wasser in Berührung kommt.
Aus Japan wird von der hauseigenen Prüfmethode eines Reinraum-Betreibers berichtet, bei der ein ultrareiner Wafer mit definiertem Anpressdruck für eine definierte Zeitspanne auf ein Blatt Reinraum-Papier gepresst wird. Vor und nach der Prüfung wird die Anzahl der Partikel auf dem Wafer gezählt und es wird die Differenzsumme gebildet. Diese Prüfung scheint zunächst sehr einleuchtend für die Simulation des Transfer der Partikel von Reinraum-Papier zu einer beliebigen Oberfläche. Bei genauerer Betrachtung jedoch ist der Kontakt-Transfer abhängig von vielen Parametern ohne Handhabungs-Relevanz: So bspw. von den elektrischen Ladungen des Papiers als auch der Waferoberfläche, von der Rauhigkeit der Papieroberfläche und nicht zuletzt von der Papierfeuchte. Vorausgesetzt, alle diese Parameter würden kontrolliert, so könnte man untersuchen, ob es zwischen der Kontakt-Transfer-Methode und der Tauchmethode zu signifikanten Korrelationen kommt. Wenn das der Fall wäre, so ergäbe sich eine interessante Möglichkeit der Erfassung mittels Kontakt-Transfer. Im Clear & Clean-Forschungslabor ist ein Messplatz für Kontakt-Transfer-Prüfungen einsatzbereit.
Prüfmethoden
Partikel befinden sich auf allen Flächen eines Papierstapels, stark vermehrt jedoch an den Schnittkanten. Es gab in der Anfangszeit der Reintechnik keine eingeführte Methode zur Prüfung der Oberflächenreinheit der Schnittkanten von Papierstapeln. Wir mussten daher eine eigene Methode entwickeln. Das Ergebnis war eine Aufnahmevorrichtung für Partikel auf Oberflächen (PART-LIFT-Partikel-Aufnehmer). Dabei handelt es sich um einen Hub-begrenzten Federstempel mit adhäsiv ausgebildeter Frontplatte. Beim Andrücken dieser Vorrichtung an die Seiten eines Papierstapels werden die lösbaren Partikel auf der adhäsiven Frontplatte des Aufnehmers gebunden. Die Frontplatte ist von dunkler Färbung und kann nun unter einem Mikroskop betrachtet und ausgewertet werden.Die Mikroskop-Aufnahmen der Partikelbeläge von den Schnittkanten eines Papierstapels vor und nach der Schnittkanten-Dekontaminierung. Für diese Prüfung können auch die von der Firma Clean Controlling in Emmingen-Liptingen gefertigten Partikelfallen eingesetzt werden. Dieses Unternehmen bietet auch einen Auswertungs-Service an.
Auswirkung freigesetzter Partikel
Die von Reinraum-Papieren freigesetzten Partikel sind in ihrer Auswirkung auf das Prozessgeschehen nicht unbedingt gleichzusetzen mit z. B. Polymerpartikeln. Das liegt daran, dass der Werkstoff Papier von seinem Fertigungsverfahren her stets einen relativ hohen Anteil an Natriumionen enthält, welche für die Prozesse der Halbleiterfertigung d. h. für die Waferfertigung eine Gefahr bedeuten. Freigesetzte Papierteilchen sind aber in diesem Sinne auch stets freigesetzte Ionen. Je besser das Reinraum-Papier, desto weniger Ionen sind darin enthalten. Die Messung der im Reinraum-Papier enthaltenen Spezies lässt sich zwar ohne Präparation mit Hilfe der energiedispersiven Röntgenanalyse (EDX) durchführen. Die Gesamtmenge der Ionen im Papier-Blatt lässt sich nur mittels Extraktion feststellen. Bei dieser Methode wird das Papier z. B. in siedendes Reinstwasser getaucht, wodurch ein Teil der darin enthaltenen Ionen aus dem Papier herausgelöst werden und in das Wasser übergehen. Die genaue Mengen-Bestimmung der einzelnen Ionen in das Wasserbad erfolgt im Clear & Clean-Labor anschließend mittels Kapillar-Elektrophorese oder Ionen-Chromatographie.
Reinraum-Papier im Drucker und Kopierer
Reinraum-Papiere werden oftmals in Bürodruckern oder in Kopiergeräten bedruckt. Diese sind zumeist so konstruiert, dass der Blatt-Transport vom Papierstapel in den Drucker/Kopierer durch ein gummiertes Vorschubrad erfolgt. Transportiert wird also stets das zuoberst liegende Papierblatt. Bei diesem Vorgang entsteht eine starke Reibung zwischen gefördertem Blatt und dem darunter liegenden Papierstapel. Die dabei erzeugte Triboelektrizität erhöht die Gleithemmung zwischen den einzelnen Blättern und so kann es gelegentlich zum Papierstau kommen. In solchen Fällen wird zumeist angenommen, das Reinraum-Papier sei die einzige Ursache für die aufgetretenen Probleme. Der Grund für einen gestörten Papiertransport ist prinzipiell eine zu hohe Gleithemmung zwischen den übereinander liegenden Blättern. Dafür gibt es jedoch mehrere mögliche Ursachen.
Hauptursache ist erfahrungsgemäß eine unzulässig lange offene Vorlagerung des Papiers in beheizten Räumen mit geringer relativer Feuchte und damit verbundener Austrocknung des Papiers. Trockene Papiere sind erheblich höher triboelektrisch aufladbar als feuchte. Es gibt recht preiswerte Papierfeuchtemesser, welche der Großanwender von Reinraum-Papieren einsetzen sollte, um in den Wintermonaten einen ungestörten Kopierbetrieb sicherzustellen. Weitere Ursachen sind:
- zu hoch eingestellter Anpressdruck des Papier-Vorschubs am Drucker/Kopierer
- zu hohe Oberflächenreibung zwischen den Papieren
- zu geringe Ableitung der Drucker-internen Corona-Ladung des Papiers.
Das triboelektrische Verhalten des Papiers ist also nur eine von vielen Einflussgrößen auf den Parameter Gleithemmung. Es reicht bei der Fehleranalyse zu hoher Gleithemmungen nicht aus, das Problem durch Messung des elektrischen Oberflächenwiderstands des Papiers lösen zu wollen. Zumeist sind es die lagertechnischen und gerätespezifischen Probleme, welche zu Störungen im Papierlauf führen. Die Triboelektrik ist herstellerseitig in weiten Grenzen durch die Auswahl der Papierbeschichtung modifizierbar. So zeigen sich denn für die wichtigsten Reinraum-Papiere des internationalen Angebotes im Test sehr unterschiedliche Ladungs- und Entladungs-Diagramme. [2]. Um jedoch auch die dynamische Triboelektrizität zu messen wurde in unserem Labor am Einlaufschacht eines Laserdruckers eine Feldmühle befestigt und die durch den Papiervorschub entstehenden Ladungs- Impulsdiagramme seriell aufgezeichnet.
Ausgasung bei erhöhten Temperaturen
Generell gilt Papier als ein chemisch relativ reines Material. Allerdings wird Papier in modernen Laser-Druckern bei der Fixierung der Toner-Partikel kurzzeitig durch hohe Temperatur belastet. Daher wurde in unserem Labor mittels Dampfraum-GC/MS-Technik überprüft, ob es bei hohen Temperaturen zur Ausgasung aus dem Papier kommen kann. Bei dieser Methode wird ein Papier-Prüfling in einem geschlossenen Glasgefäß auf eine Temperatur von 120 °C oder alternativ 170 °C erhitzt. Die dabei eventuell entstehende Ausgasung wird einem Gas-Chromatographen zugeführt, der mit einem Massenspektrometer (GC/MS) gekoppelt ist. Mit einem solchen Instrument ist eine chemische Analyse bis in den Ultra-Spurenbereich möglich. Bei dieser Prüfung stellte sich heraus, dass bei den o. a. Temperaturen keine Ausgasungen gemessen werden können. Erst mittels Spezialtechniken wie der SPME-GCMS (Solid Phase Micro Extraction – Festphasen-Mikroextraktion), bei der die sehr geringen Ausgasungen über einen Zeitraum von einer Stunde auf einem Absorber-Material angereichert und anschließend in der GC/MS-Anlage zur Analyse wieder freigesetzt werden, sind Spuren des Polymer-Strichs nachweisbar. Ein solches SPME-GCMS-Chromatogramm eines Reinraum-Papiers zeigt Abb. 22.
Die Oberflächenglätte
Es darf davon ausgegangen werden, dass glattere Papieroberflächen während des Gebrauchs weniger Partikel freisetzen als rauhere. Dies gilt insbesondere für den Einsatz als Papier im Kopiererbetrieb, bei dem eine Flächenreibung arbeitsbedingt ist. Daher sollte die Oberfläche von Reinraum-Papier eine bestimmte (geringe) Oberflächen-Rauhigkeit nicht überschreiten. Auch für einen homogenen Druckauftrag ist eine Papieroberfläche von hoher Glätte förderlich. Die polymeren Tonerpartikel werden beim Druckvorgang in Buchstabenform auf das Papier gebracht, dort geschmolzen und dabei thermisch fixiert. Der Schmelzvorgang kann jedoch nur dann einwandfrei funktionieren, wenn die Temperatur der Fixierwalze des Druckers hoch genug eingestellt und ein ausreichender Druck der Fixierwalze an das Papier gewährleistet ist. Sonst verbleiben dort freie Toner-Partikel, welche früher oder später in die Umgebung gelangen können und dort zur Kontamination beitragen. Es ist daher ratsam, von Zeit zu Zeit die Fixierwalzen-Temperaturen reinraum-gebundener Kopiergeräte zu überprüfen. Bei Problemen mit zu geringer Tonerhaftung auf dem Papier muss der Fehler stets in diesem Bereich und nicht beim Papier gesucht werden. Abb. 18 zeigt ein Diagramm der Oberflächen-Rauhigkeiten marktgängiger Papiere der Reintechnik.
Die Chargendifferenzen
Papier ist bis zu einem gewissen Grad ein lebendes Material und so können verschiedene Produktionschargen etwas unterschiedlich ausfallen. Während die typischen Parameter von Papieren wie Dicke, Durchreißkraft und Weiterreißkraft mit der heutigen Fertigungstechnologie gleichbleibend gut zu beherrschen sind, kann man nicht davon ausgehen, dass alle reintechnischen Parameter bei jeder Produktionscharge gleiche Werte zeigen. So kann beim Streichen der Papiere mit einer Schutzschicht die Oberflächen-Rauhigkeit gewissen Schwankungen unterworfen sein. Auch ändert sich die Rollneigung der Papiere, wenn beide Seiten nacheinander mit einem Einseiten-Streichwerk gestrichen werden. Es können zudem die ionogenen Inhaltsstoffe gewissen Schwankungen unterworfen sein. Die Tatsache, dass bei Reinraum-Papieren herstellungsseitig keine Füllstoffe zur Glättung eingesetzt werden dürfen, bedingt naturgemäß auch faserstoffabhängige Unterschiede in der Oberflächen-Rauhigkeit.
Neue Applikationen: Organische Transistoren auf Papiersubstrat
Organische Transistoren für flexible Elektronik-Applikationen werden normalerweise auf Polymer-Substrate aufgebracht. In Anbetracht der weltweit negativen Auswirkungen von Plastikmüll auf die Umgebung einerseits und andererseits im Sinne der Nutzbakeit bestimmter Eigenschaften von Papier gibt es in den vergangenen Jahren einen Zuwachs an Bemühungen Papier als Substrat für organische Transistoren zu nutzen.
In diesem Sinne haben die Wissenschaftler des Max-Planck-Instituts für Festkörperforschung Ute Zschieschang und Hagen Klauk vielversprechende Versuche mit Galaxy-Spezial-Papier als Trägermaterial gemacht. Dabei benutzten sie im Vakuum abgeschiedenes niedermolekulares Halbleiter-Dinaphtol [2,3-b: 2´, 3´-f] [3,2-b-Thiophen (DNTT). Es wurde ein dünnes Gate-Dielektrikum mit hoher Kapazität verwendet, mit dem die TFTs mit niedrigen Spannungen von 2 V betrieben werden können. Die TFTs haben eine Ladungsträger-Mobilität von 1,6 cm2 / Vs, ein Ein-Aus-Stromverhältnis von 106 und eine Unterschwellen-Steigung von 90 mV /Dekade. Darüber hinaus weisen die TFTs einen sehr großen Ausgangs-Differenz-Widerstand auf, was eine wichtige Voraussetzung für Anwendungen in Analogschaltungen und Aktiv-Matrixanzeigen ist. Die Forschungsergebnisse und Applikationen sind in der Literatur umfänglich und lehrreich beschrieben. [Lit 3,4].
Literatur
Labuda, Win – Triboelektrische Effekte beim Einsatz von Reinraum-Tüchern und Papier, VDI – Verein Deutscher Ingenieure, Publikation 1342, 1997, Fulda
Labuda, Yuko – Reinraum-Papiere, Morphologie der Oberflächen und Schnittkanten, VDI – Verein Deutscher Ingenieure, VDI-Verlag, Report-Band 1095, 1993, Stuttgart
Zschieschang, Ute, Klauk, Hagen – Low-voltage organic transistors with steep subthreshold slope fabricated on commercially available paper, Max Planck Institute for Solid State Research, Stuttgart, Organic Electronics 25 (2015) 340-344
Zschieschang, Ute, Klauk, Hagen – Organic transistors on paper: a brief review, The Royal Society of Chemistry 2019, J. Mater. Chem. C, 2019, 7, 5522-5533
Kontakt
Clear & Clean
Niels-Bohr-Ring 36
23568 Lübeck
Deutschland









