
Effiziente Reduktionen mit Boran
Verfahrensoptimierung steigert Ausbeute und Reproduzierbarkeit
-
 Dr. Wolfgang Stirner, Business Line Pharma, Process Development, Saltigo
Dr. Wolfgang Stirner, Business Line Pharma, Process Development, Saltigo -
 Abb. 1: Produktion von pharmazeutischen Zwischenprodukten und Wirkstoffen unter cGMP bei Saltigo
Abb. 1: Produktion von pharmazeutischen Zwischenprodukten und Wirkstoffen unter cGMP bei Saltigo -
 Abb. 2: Reduktion von Amidestern 1 zu Aminoalkoholen 2 mit in situ-erzeugtem Boran
Abb. 2: Reduktion von Amidestern 1 zu Aminoalkoholen 2 mit in situ-erzeugtem Boran -
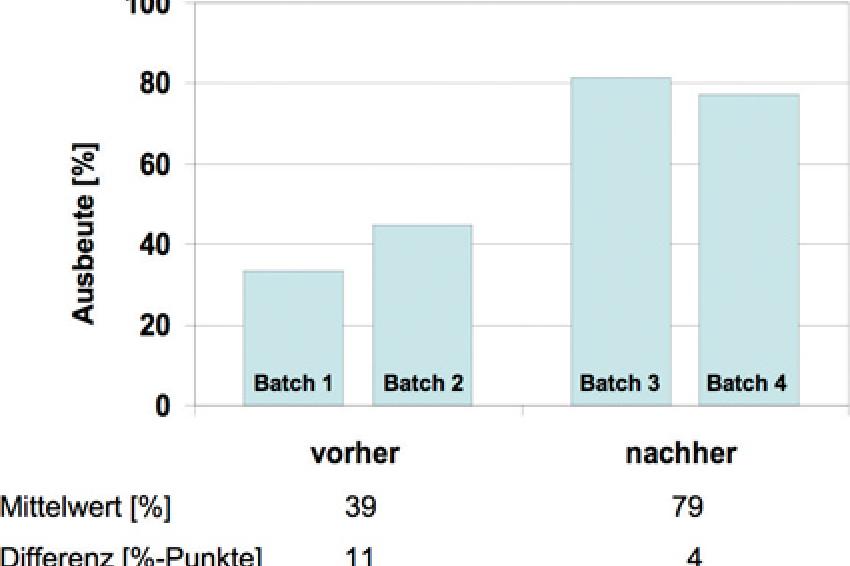 Abb. 3: Reaktions-Kenndaten für die Amidester-Reduktion:vor und nach der Parameteroptimierung
Abb. 3: Reaktions-Kenndaten für die Amidester-Reduktion:vor und nach der Parameteroptimierung
Seit den grundlegenden Untersuchungen von H. C. Brown und Mitarbeitern in den 1960er Jahren haben sich Borwasserstoff-Verbindungen einen festen Platz unter den Reagenzien für die organische Synthese erobert. Speziell als selektive Reduktionsmittel werden Borane heute verbreitet und erfolgreich eingesetzt, nicht nur im Labor, sondern auch im industriellen Maßstab. Voraussetzung dafür ist die richtige Auswahl der Reagenzien sowie eine sorgfältige Verfahrensentwicklung bzw. -optimierung.
Auf dem Gebiet der Reduktions- bzw. Hydrierreaktionen vom Labor- bis zum industriellen Maßstab verfügt Saltigo über langjährige Erfahrung und ein umfassendes Portfolio von Reaktionen und Verfahren, sodass spezifischen Kundenanforderungen bestmöglich entsprochen werden kann. Boran und Boranäquivalente spielen in diesem Zusammenhang eine wichtige Rolle.
Reduktionen im industriellen Maßstab
Reduktionen mit Boranen oder Aluminiumhydriden zählen heute zu den klassischen organisch-chemischen Reaktionen. Dabei sind Boran (BH3) bzw. Diboran (B2H6) nur in verdünnter, etherischer Lösung gut und sicher handhabb
ar und werden daher meist nur für Reaktionen im Labormaßstab eingesetzt.
In größerem Maßstab und speziell für die industrielle Synthese sind dagegen in situ erzeugte Borane die Reagenzien der Wahl. Dazu wird das relativ preiswert erhältliche Natriumborhydrid (NaBH4) mit Brönsted- oder Lewis-Säuren umgesetzt, etwa Schwefelsäure bzw. Bortrifluorid-Etherat (vgl. Abb. 2). Neben Boran-Etherkomplexen entstehen dabei Natriumsulfat bzw. Natriumtetrafluoroborat. Beim Einsatz solcher Gemische zur Boranerzeugung muss allerdings die unterschiedliche Chemoselektivtät der verwendeten Reduktionsmittel beachtet werden. So stellt Natriumborhydrid allein bereits ein mildes Reduktionsmittel dar, das Ketone und Aldehyde, in Gegenwart von Lewissäuren auch z.B. Ester angreift.
In situ erzeugtes Boran
Das in situ erzeugte Boran zeigt ein anderes Selektivitätsprofil, so reduziert es ebenso wie BH3-THF-Komplex Amide oder Nitrile, darüber hinaus aber auch viele Ester. Gerade in diesen Fällen ist daher beim Scale-up von Pharmawirkstoffen eine sehr sorgfältige Prozessentwicklung notwendig, weil längere Reaktions- und/oder Verweilzeiten, lokale Konzentrations- oder Temperaturunterschiede die Kinetik der Reaktion und damit die Selektivität beeinflussen und so zu einem veränderten Nebenkomponentenprofil führen können.
Maßstabsangepasste Optimierung
Auch aufgrund zahlreicher Alternativen in der Reaktionsführung und der relativ komplexen Aufarbeitung speziell bei multifunktionellen Substraten erfordert eine Reduktion mit Boranen eine spezifisch auf den jeweiligen Produktionsmaßstab abgestimmte Verfahrensoptimierung.
Optimierung einer Wirkstoffsynthese
Dies illustriert das Beispiel einer pharmazeutischen Wirkstoffsynthese, in deren Rahmen gleichzeitig eine Amid-Teilstruktur zum tertiären Amin und einen Ester zu einem sekundären Alkohol reduziert werden sollen (Abb. 2). Aus Edukten vom Typ 1 entstehen dabei Aminoalkohole 2. Während für erstere Reaktion Boran geeignet erscheint, würde man für die Esterreduktion eher Borhydrid/Lewissäure einsetzen.
Im Labormaßstab bis zu Kampagnengrößen von etwa 4 kg lässt sich diese Reaktion dennoch glatt und in guter Ausbeute unter Verwendung kommerziell erhältlicher etherischer Boranlösungen durchführen, z.B. mit BH3-THF-Komplex. Gerade im größeren Maßstab eingesetzt birgt dieses Reagenz jedoch Risiken, so ist im Jahre 2002 über eine schwere Explosion berichtet worden.
Beim Übergang zu den späteren Phasen der klinischen Prüfung wurde ein Scale-up auf Kampagnen von jeweils einigen Hundert Kilogramm erforderlich. Um die Reaktion auch unter diesen Bedingungen sicher und wirtschaftlich durchführen zu können, fiel die Wahl auf in situ aus Natriumborhydrid und dem THF-Komplex des Bortrifluorids erzeugtes Boran (Abb. 2). Dieses Verfahren wurde bei Saltigo bereits mehrfach erfolgreich angewendet. Im vorliegenden Fall konnten unter GMP-Bedingungen Produktausbeuten von über 50% erreicht werden.
Andere Reduktionsreaktionen wurden ebenfalls erprobt, um gegebenenfalls eine Alternative zur Verwendung von Bortrifluorid und damit zur Bildung von Fluoriden zu finden, die stets ein Korrosionsrisiko bergen. Der Einsatz von NaBH4/H2SO4 oder Lithiumaluminiumhydrid erwies sich allerdings als nicht bzw. wenig praktikabel. Dabei bildeten sich entweder große Mengen von Nebenprodukten oder es wurden aufgrund einer aufwändigen Aufarbeitung niedrigere Ausbeuten erhalten.
Nachdem in einer erfolgreichen ersten Kampagne das für die klinische Entwicklung benötigte Material rasch bereitgestellt werden konnte, wurde allerdings eine weitere Optimierung des Verfahrens notwendig. Bei Vorversuchen für eine Kampagne im größeren Maßstab sank die Ausbeute nämlich signifikant auf nur noch rund 40% (Abb. 3, links).
Im vorliegenden Fall ergaben analytische Untersuchungen, dass für den Ausbeuterückgang vorrangig Nebenkomponenten verantwortlich waren, die im Zuge der Reduktion gebildet wurden. Darunter findet sich ein Produkt, bei dem aus der Ester- eine Etherfunktionalität entstanden ist, vermutlich unter dem Einfluss der im Reaktionsgemisch anwesende Lewissäure BF3-THF.
Diese Befunde machten eine eingehende Untersuchung des Verfahrens erforderlich. Dazu wurden in Laborversuchen zunächst die kritischen Parameter ermittelt, darunter Dosierreihenfolge und -geschwindigkeit, Reaktionstemperatur und Durchmischung des Ansatzes sowie das verwendete Lösemittel. Zahlreiche Laborversuche ergaben schließlich ein optimiertes Rezept. Dieses wurde im 2,5 m³-Maßstab in mehreren Ansätzen erfolgreich verwendet. Mit durchschnittlich fast 80% lag die Ausbeute dieser Ansätzen doppelt so hoch wie vor der Optimierung, gleichzeitig sank die Schwankungsbreite der Ausbeute auf nur noch vier Prozentpunkte (Abb. 3, rechts). Nach dieser Verfahrensbearbeitung konnte die erforderlichen Wirkstoffmengen somit rasch und zuverlässig produziert werden.
Kontakt
Saltigo
Chempark
51369 Leverkusen
Deutschland









