
Phasen-Trennanlage konzentriert Ölgemische auf unter 1 Prozent Restwassergehalt
27.04.2018 -
-
 Um Emulsionen bis zu einem Restwassergehalt von 1 % weiter aufzutrennen, hat Karl Hopf den KH eco entwickelt. Er dient der Behandlung von Emulsionen und Gemischen mit geschlossenem Energiekreislauf. © Karl Hopf GmbH
Um Emulsionen bis zu einem Restwassergehalt von 1 % weiter aufzutrennen, hat Karl Hopf den KH eco entwickelt. Er dient der Behandlung von Emulsionen und Gemischen mit geschlossenem Energiekreislauf. © Karl Hopf GmbH -
 Durch den geschlossenen Energiekreislauf ist die Energieeffizienz des KH eco um bis zu 30 % gegenüber dem bisherigen Verfahren gestiegen. © Karl Hopf GmbH
Durch den geschlossenen Energiekreislauf ist die Energieeffizienz des KH eco um bis zu 30 % gegenüber dem bisherigen Verfahren gestiegen. © Karl Hopf GmbH -
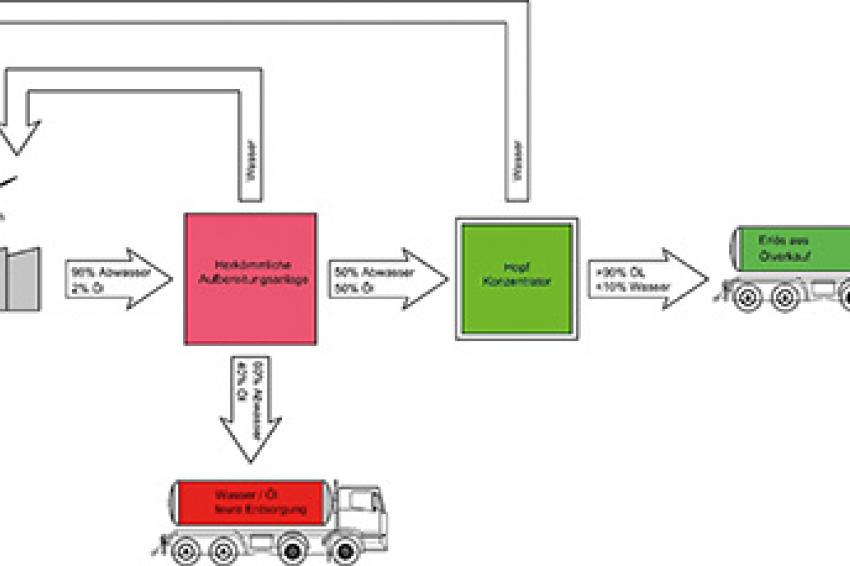 Ölhaltige Abwasser können durch herkömmliche Anlagen nicht weit genug getrennt werden, wodurch eine nachhaltige Verwertung erschwert wird und zu erhöhten Entsorgungskosten führen kann. Die Phasen-Trennanlage KH eco kann ein Medium auf unter 1 % Restwassergehalt konzentrieren und erleichtert somit die Wiederverwertung des gewonnenen Öls. © Karl Hopf GmbH
Ölhaltige Abwasser können durch herkömmliche Anlagen nicht weit genug getrennt werden, wodurch eine nachhaltige Verwertung erschwert wird und zu erhöhten Entsorgungskosten führen kann. Die Phasen-Trennanlage KH eco kann ein Medium auf unter 1 % Restwassergehalt konzentrieren und erleichtert somit die Wiederverwertung des gewonnenen Öls. © Karl Hopf GmbH
Bei der Aufbereitung von ölhaltigem Abwasser entstehen verbrauchte Öl-Wassergemische, die mit herkömmlichen Anlagen häufig nicht ausreichend getrennt werden. Ein teilweise hoher Restwasseranteil erschwert aber eine nachhaltige Verwertung und führt bei der Entsorgung zu erhöhten Kosten. Um eine Minimierung der Wasserphase zu erreichen, hat die Firma Karl Hopf den Konzentrator KH eco entwickelt. Die Phasen-Trennanlage konzentriert Öl-Wassergemisch je nach Zusammensetzung auf unter 1 % Restwassergehalt. Auf diese Weise ist eine Wiederverwertung des gewonnenen Öls möglich. Die Maschine ist besonders für das Nachrüsten von vorhandenen Verdampfern, Dekanter-, UF-Anlagen und Ähnlichen geeignet.
Die Abwasserbehandlung ist sehr vielfältig. Jedes Medium unterscheidet sich durch verschiedenste chemische Inhaltsstoffe. So werden bei zahlreichen Arbeitsprozessen in der stahl- und metallverarbeitenden Industrie Kühlschmiermittel oder wasserhaltige Reinigungsbäder eingesetzt, wodurch ölhaltige Abwässer entstehen. Diese Emulsionen mit einem Wassergehalt von bis zu 90 % können entweder entsorgt oder wiederverwendet werden. Dafür ist es aber erforderlich, dass sie vorher sorgfältig aufgetrennt werden. Bisherige Trennanlagen reduzieren dabei bereits zwar den Wassergehalt, durch die weitere Reduzierung des Wassers verringern sich die zu entsorgende Menge und die Entsorgungskosten. Je niedriger aber der Restwassergehalt des Öls ist, desto höher wird die Wahrscheinlichkeit einer Vergütungsmöglichkeit.
Aufkonzentrieren von Gemischen auf unter 1 % Restwassergehalt
Um Öl-Wassergemische auf einen Restwassergehalt von 1 % zu trocknen, hat die Firma Karl Hopf den KH eco entwickelt. Dabei handelt es sich um die Weiterentwicklung der Phasen-Trennanlage des Abwasserspezialisten, die im Jahr 1990 auf der Internationalen Handwerksmesse den bayerischen Staatspreis gewonnen hat. Die Anlage ermöglicht eine effiziente Trocknung des aus dem Abwasserstrom gewonnenen Öls, damit es weiterverwertet werden kann. Für eine bessere Konzentration der Emulsion erhitzt der KH eco das Medium auf circa 60 °C. Durch eingedüste Luft bilden sich Schwaden, die über einen Kondensator mit Tropfenabscheider geführt und schließlich als Wasserkondensat abgeleitet werden. Die so getrocknete Luft wird nachgeheizt und mittels Gebläse gleichmäßig in den Kreislauf zurückgebracht.
Vor Konzeption der individuellen Kundenlösung bietet das Bayreuther Unternehmen eine Laboranlage zur Analyse der vorliegenden Emulsionen des Interessenten an. Der Anwender kann sie entweder selbst zum Test nutzen oder schickt eine Probe an die Abwasserspezialisten. Durch diesen Test wird sichergestellt, dass der KH eco selbst bei einem komplexen Medium den individuellen Anforderungen des Arbeitsprozesses gewachsen ist und das Öl-Wassergemisch hinreichend getrennt werden kann.
Geschlossener Energiekreislauf verringert den Energiebedarf
Ursprünglich arbeitete die Anlage durch hohen Energieverbrauch auf einer Betriebstemperatur von bis zu 90 °C. Dabei wurde die Luft über einen mit adiabat gekühltem Wasser geführten Wärmetauscher geleitet, um die Feuchtigkeit heraus zu separieren. Die neueste Generation ist dank einer Wärmepumpe deutlich effizienter, da ein Großteil der Energie im Prozess gehalten wird. Die eingebrachte Kondensationsenergie kann direkt durch die Wärmepumpe genutzt und auf eine Systemtemperatur von circa 60 °C gebracht werden. Somit ist der Energieverbrauch des Verfahrens um bis zu 30 % gesunken.
Das Unternehmen optimiert die Arbeitsweise der Anlage durch ständige Forschungsarbeit. So stellte es fest, dass Salze im zu trennenden Medium zu einem erhöhten Energieverbrauch führen können. Wenn diese aufkonzentriert werden, sinkt der Dampfdruck des Mediums und die Anlage benötigt mehr Energie, um das Wasser zu verdunsten Durch die Zusammenarbeit mit dem Zentrum für Energietechnik (ZET) und unter Beteiligung des Lehrstuhls für technische Thermodynamik und Transportprozesse sowie des Lehrstuhls für Chemische Verfahrenstechnik der Universität Bayreuth konnte das Unternehmen aus Bayreuth hierfür eine Verfahrensoptimierung entwickeln. Dies wirkt der sinkenden Temperatur des Mediums und dem höheren Energieverbrauch entgegen.
Kompakte Bauweise und einfache Installation
Die Anlagen von Karl Hopf werden komplett im firmeneigenen Werk gefertigt, dort einem Mechanical-Run-Test unterzogen und danach steckerfertig ausgeliefert. Der KH eco kann dank seiner speicherprogrammierbaren Steuerung (SPS) unkompliziert in Leitzentren eingebunden werden. Zur Kommunikation mit anderen Anlagenteilen stehen differenzierte Softwarepakete zur Verfügung, die für einen reibungslosen, automatisierten Betrieb sorgen. Auf diese Weise arbeitet der Konzentrator autark und erfordert keine ständige Präsenz.
Kontakt
Karl Hopf GmbH<Maschinen- und Apparatebau
Ritter-von-Eitzenberger-Str. 4
95448 Bayreuth
+49 921 79996 0









