
Verbesserung der Qualitätskontrolle und -effizienz durch Direktdosiertechnologie
27.03.2019 -
-
 © VWR/Avantor
© VWR/Avantor -
 Ein häufiges Problem bei der Verpackung, Lagerung und Unterteilung von pulverförmigen Stoffen in Schüttgutbehältern ist das Verbacken oder Verklumpen von Stoffen. © VWR/Avantor
Ein häufiges Problem bei der Verpackung, Lagerung und Unterteilung von pulverförmigen Stoffen in Schüttgutbehältern ist das Verbacken oder Verklumpen von Stoffen. © VWR/Avantor -
 © VWR/Avantor
© VWR/Avantor -
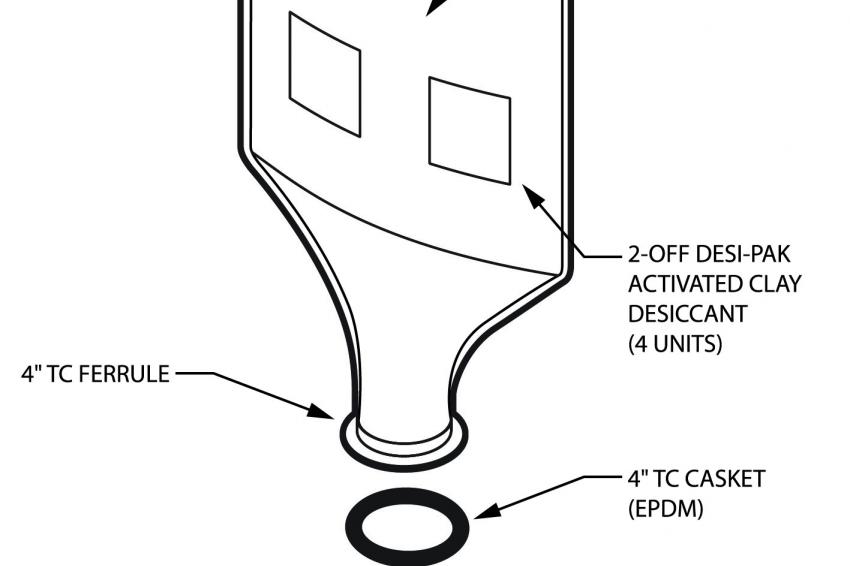 Um eine Rieselfähigkeit zu gewährleisten und Verklumpungen zu vermeiden, haben einige Beutel eine Außen- und Innenschicht mit speziellen Trockenmittelmaterialien, die zwischen den beiden Schichten integriert sind. Die Innenschicht besteht aus einem dampfdurchlässigen Material; jede Feuchtigkeit, die sich im Beutel entwickelt, durchdringt dieses Material und wird durch das Trockenmittel kontrolliert, um den richtigen Feuchtigkeitsgehalt aufrechtzuerhalten. © VWR/Avantor
Um eine Rieselfähigkeit zu gewährleisten und Verklumpungen zu vermeiden, haben einige Beutel eine Außen- und Innenschicht mit speziellen Trockenmittelmaterialien, die zwischen den beiden Schichten integriert sind. Die Innenschicht besteht aus einem dampfdurchlässigen Material; jede Feuchtigkeit, die sich im Beutel entwickelt, durchdringt dieses Material und wird durch das Trockenmittel kontrolliert, um den richtigen Feuchtigkeitsgehalt aufrechtzuerhalten. © VWR/Avantor -
 Mit neuen Entwicklungen in der Rohstoffverpackung bleibt das Material in diesem 10 kg-Sack auch nach 4 Wochen bei 40 °C und 90 % relativer Luftfeuchtigkeit rieselfähig. © VWR/Avantor
Mit neuen Entwicklungen in der Rohstoffverpackung bleibt das Material in diesem 10 kg-Sack auch nach 4 Wochen bei 40 °C und 90 % relativer Luftfeuchtigkeit rieselfähig. © VWR/Avantor
Die biopharmazeutische Herstellung ist ein komplexer Prozess, bei dem genaue Mengen an Materialien beschafft, gelagert und verwendet werden, von denen viele trockene Pulver sind, die verpackt und von Lieferanten in großen Mengen verschickt werden. Diese Materialien werden in der Regel von geschultem Personal in Reinraum-Verpackungsanlagen nach strengen Protokollen behandelt, um Kreuzkontaminationen zu vermeiden und eine gleichbleibende Produktqualität zu gewährleisten.
Die Vorbereitung von Puffer- und Zellkulturmaterialien in einem Reinraum kann arbeitsintensiv sein und erfordert erhebliche Investitionen in Anlagen und Ressourcen sowie wiederholte Qualitätssicherungsprüfungen, da Schüttgüter für einzelne Prozessabläufe unterteilt werden müssen. Darüber hinaus ist eine zeitaufwändige Reinigung und Sterilisation zwischen den einzelnen Chargen der zu verarbeitenden Materialien erforderlich.
Neue Innovationen in der Rohstoffverpackung können diesen Prozess direkt verbessern. Direct Dispense-Verpackungstechnologie ermöglicht die einmalige, vorgewogene, rieselfähige Lieferung von Produkten wie Salzen, Puffern und anderen Zellkulturmaterialien direkt in die Produktionsanlagen. Direct Dispense-Materialien, können im Wesentlichen den Reinraum umgehen und bieten Möglichkeiten, den Reinraumbetrieb flexibler und weniger als einen potenziellen „Engpass“ zu gestalten.
Reinräume sind arbeitsintensiv
Während sich pharmazeutische und biopharmazeutische Hersteller auf Qualität, Sicherheit und Arzneimitteleffizienz konzentrieren, stehen sie auch ständig vor der Herausforderung, Kosten zu senken und die Effizienz der Produktion zu verbessern. Ein Ziel der Verbesserung ist die Reinraumverpackung, ein notwendiger, aber arbeitsintensiver Prozess, der die Flexibilität und den Durchsatz der Produktion beeinträchtigen kann.
Upstream-Prozesse benötigen Rohststoffe, wie Zellkulturmedien, Kohlenhydrate, Aminosäuren und Puffer, die typischerweise in Pulverform vorliegen. Bioreaktoren und Tanks zur Medienvorbereitung sind mit diesen Materialien oft rund um die Uhr im Einsatz: Großreaktoren mit 10.000 L Fassungsvermögen können bis zu 35 Tage im Dauerbetrieb betrieben werden, während neuere Einweg-Produktionssysteme mit mehreren 2.000-Liter-Bioreaktoren oft so konfiguriert sind, dass sie in überlappenden Sequenzen arbeiten, um eine ähnliche oder höhere Produktivität zu erreichen.
Bis vor kurzem war es üblich, dass die meisten dieser Materialien in großen Mengen von Lieferanten geliefert wurden, entweder in Fässern zu 100 kg mit einem oder zwei Kunststoffauskleidungen oder in kleineren Kartons mit Kunststoffauskleidungen zu 50 kg. Diese Schüttgüter machen am Ende mindestens zwei (und manchmal bis zu fünf) Durchläufe durch die Reinraumverpackungsanlage:
- Wareneingang: Bei der Warenanlieferung wird eine Wareneingangskontrolle gemacht und eine Probe genommen, die einer Qualitätskontrolle unterzogen wird. Der Schüttgutbehälter wird in eine Reinraumverpackungsanlage gebracht und zur Probenahme geöffnet. Mittels unabhängiger, analytischer Untersuchungen werden Qualität, Reinheit und Materialbeschaffenheit geprüft. Der Schüttgutbehälter wird für den Transport zum Lager zur späteren Verwendung wieder ordnungsgemäß verschlossen. Einige Hersteller entscheiden sich auch dafür, Rückstellproben für weitere Charakterisierungstests oder spätere Vergleichstest zu entnehmen.
- Unterteilung: Sobald das Material einsatzbereit ist, wird der Behälter wieder in die Reinraumumgebung gebracht, wo die entsprechende Menge gewogen und in eine Zwischenverpackung gegeben wird. Wenn Material aus dem Originalbehälter unbenutzt bleibt, wird es oft bis zum weiteren Bedarf wieder eingelagert.
- Sowohl die Probenahme nach Erhalt als auch mehrere Unterteilungsschritte werden in Reinräumen durchgeführt; für einen 2.000-Liter-Bioreaktor muss ein Hersteller möglicherweise ein 100-kg-Fass Ursprungs-Material zwei- bis fünfmal ordnungsgemäß um verpacken.
Reinraumprozesse
Reinraumanlagen und -personal gehören zu den wichtigsten „Ressourcen“ in der biopharmazeutischen Produktionsumgebung. Angesichts der „rund um die Uhr“-Einsätze in diesen Unternehmen müssen die Hersteller ein äußerst präzises Verhältnis zwischen strikter Qualitätskontrolle und Effizienzsteigerung finden.
Betrachten Sie die grundlegenden Schritte, die bei der Durchführung einer Standardunterteilung von Puffermaterialien erforderlich sind:
- Die Außenseite des Schüttgutbehälters wird typischerweise von jeglichen Partikeln gereinigt und von vollständig bekleidetem Personal in den Reinraum gebracht. Dies geschieht in der Regel einzeln, um Kreuzkontaminationsrisiken zu vermeiden.
- Für das Öffnen jedes einzelnen Schüttgutbehälters, das Trennen von Hand und das Wiegen des an die Produktion zu liefernden Materials ist eine korrekte, schrittweise Vorgehensweise erforderlich.
- Da der Bulk-Container in der gesamten Unterteilung offen ist, führen einige biopharmazeutische Hersteller mehrere Laboranalysen dieser Fässer durch, um bei jeder Entnahme einer Materialmenge zu gewährleisten, dass keine Kontamination eingetreten ist.
- Alle verwendeten Geräte und Handschuhe müssen den Reinheitsanforderungen des Reinraums und den Arbeiten im Reinraum vollständig entsprechen. Sie müssen gereinigt, desinfiziert oder sterilisiert werden, je nach Art der auszuführenden Arbeiten und der Gefahr einer Kontamination.
- Nach Abschluss der Unterteilung müssen sowohl der Schüttgutbehälter als auch der Behälter mit den Produktionspuffern verschlossen und die Außenseiten noch einmal desinfiziert werden, bevor sie an das Lager oder die Bioreaktoren geliefert werden.
- Sobald dieses Material entnommen wurde, müssen vollständige Dekontaminationsverfahren durchgeführt werden, bevor das nächste Material für die Entnahme in die Reinraumverpackungsanlage gebracht wird. Darüber hinaus muss das Personal beim Materialwechsel den Reinraum verlassen und Kittel/Overalls, Masken und Handschuhe wechseln, bevor es mit dem nächsten Unterteilungsprozess beginnt.
Einige Rohstoffe wie Salze, Puffer, Aminosäuren und Kohlenhydrate haben eine intrinsische Neigung, bei der Lagerung zu verklumpen. Die Zerkleinerung dieser Klumpen ist ein zusätzlicher, zeitaufwändiger Schritt, den das Reinraumpersonal durchführen muss, um die für die Bioreaktorprozesse benötigten Mengen genau zu messen.
Alle diese Verfahren müssen sorgfältig nach cGMP-Standards dokumentiert werden. Das Personal in Reinraum-Verpackungsanlagen muss gut ausgebildet sein, denn das Arbeiten in Reinräumen erfordert Wissen, Disziplin und Engagement sowie ein profundes Verständnis der Kontaminationsrisiken bei allen beteiligten Personen.
Direktdosierung ermöglicht neue Flexibilität
Die Steuerung des Materialflusses durch diese Reinraum-Verpackungsanlagen ist eine ständige Herausforderung. Die Direct Dispense-Verpackungstechnologie bietet Möglichkeiten, um den Reinraumbetrieb zu rationalisieren, Risiken zu reduzieren und das Potenzial für Produktionsengpässe zu beseitigen.
Diese Verpackungsoption bietet ein vorgewogenes und rieselfähiges Produkt in speziell entwickelten, transparenten Polymerbeuteln. Mit diesen Beutel ist es möglich Salze, Puffer und andere Zellkulturmaterialien direkt in ihre Medien oder Puffervorbereitungsbehälter zu geben, und zwar genau in der für einen bestimmten Prozess festgelegten Menge.
Materialien in Direct Dispense-Verpackungen müssen nicht in Reinraumverpackungsanlagen verarbeitet werden: Sie können direkt in das Lager aufgenommen und bei Bedarf an die Produktion geliefert werden. Während viele Produkte weiterhin in Großbehältern geliefert werden (die bei der Annahme eine Probenahme und bei Bedarf eine Unterteilung erfordern), kann die Verwendung von Direct Dispense-Verpackungen die Reinraum-Anlagen entlasten und mehr Flexibilität bei der Nutzung dieser Einrichtungen ermöglichen.
Größe, Form, Verschluss und Nähte dieser Beutel sind so ausgelegt, dass sie beim Umkehren praktisch das gesamte vorgewogene Material in den Bioreaktor abgeben. Ein wichtiger Aspekt dabei ist, dass die vorgewogenen und abgegebenen Mengen innerhalb einer Toleranz von 1 % der benötigten Materialmenge liegen. Darüber hinaus sind Direct Dispense-Beutelsysteme mit Identitätsprüfungswerkzeugen wie der berührungslosen Raman-Spektroskopie kompatibel. Es ist nicht erforderlich, den Beutel zu öffnen und eine Probe zu entnehmen, um das Produkt zu verifizieren; der geschlossene Beutel kann bei der Lieferung gescannt und verifiziert werden, wodurch mehrere Prüfschritte eingespart werden.
Zeit- und Kostenersparnis
Die Direct Dispense Systeme bieten eine flexible Fertigungstechnologie, die biopharmazeutischen Herstellern helfen soll, die Effizienz und den Einsatz von Reinraumverpackungsanlagen zu maximieren. Mit dem Einsatz dieser Systeme sind mehrere Effizienzgewinne verbunden:
- Arbeits-, Zeit- und Kostenaufwand: Reduziert den Zeit- und Kostenaufwand für das Personal, das Materialien aus Großbehälter wiegen, unterteilen und dosieren muss.
- Kreuzkontamination: Das Risiko einer Kreuzkontamination durch Spurenelemente, die nach einem vorherigen Unterteilungsschritt nicht ordnungsgemäß aus dem Reinraum entfernt wurden, oder durch Kontamination durch Reinraumpersonal, das antiseptische Verfahren nicht befolgt, wird im Wesentlichen ausgeschlossen.
- Einrichtungen: Der Einsatz von Direktdosiersystemen kann den Bedarf an speziellen Reinraumvorbereitungsbereichen für Rohstoffe, Fassaufbewahrungs- und Handhabungsgeräten sowie Umgebungsmonitoring (Temperatur und Luftfeuchtigkeit) für diese Bereiche überflüssig machen.
- Prüfen/Validieren: Die Verwendung von Raman-Tests vereinfacht den Testablauf erheblich.
- Qualität: Vorgewogene Direct Dispense-Systeme erübrigen die Reinigung des Wiege- und Dosierbereichs für einen weiteren Arbeitsgang, was Zeit spart und Kreuzkontaminationsrisiken reduziert.
- Materialstabilität und effiziente Nutzung: Das Verpackungsdesign mit verminderter Klumpen Bildung verbessert die Rohstoffausbeute durch Vermeidung von Materialfehlanpassungen und ungenauen Inhaltsstoffmessungen bei stark verklumpten Materialien.
FAZIT
Direct Dispense Verpackungen sind eine innovative Technologie, die speziell auf die spezifischen Nutzungs-, Kosten- und Betriebsanforderungen der Anwender zugeschnitten ist. Die Direct-Dispense-Technologie ersetzt zwar nicht vollständig die Reinraumverpackungsanlage, bietet aber eine Methode, um die betriebliche Effizienz im Reinraum zu steigern und die Produktivität und Qualität
Kontakt
VWR International GmbH
Donaustraße 1
65451 Kelsterbach
Deutschland
+49 6107 9008 500









