Sauerstoffanteil in der Magerluft muss sicher unter einer definierten Grenzkonzentration bleiben

Magerluft zur Versorgung chemischer Prozesse hat Einfluss auf die Produktqualität. Forderungen nach Qualität, Sicherheit und betreiberspezifische Notwendigkeiten bestimmen den Umfang der Lösung.
Magerluft ist künstlich hergestellte „Luft“ mit geringerem Sauerstoffanteil. Diese wird meist bei Prozessen zur Versorgung von Lösemittelkesseln und Reaktoren z. B. bei der Herstellung von Kunstharzen (oder auch Resins genannt), in Mengen von 15 – 800 Nm³/h verwendet. Bei diesen Prozessen wird das Produkt während der Herstellung, zur Vermeidung der Entstehung explosiver Atmosphären, meist mit reinem Stickstoff überdeckt. Produktanteile benötigen allerdings zur Reaktion Sauerstoff. Wird die maximal erlaubte Sauerstoffkonzentration überschritten, kann dies zu Verpuffungen und in deren Folge zu schweren Unfällen führen. Daher muss der Sauerstoffanteil in der Magerluft sicher unter einer definierten Grenzkonzentration bleiben, damit die untere Explosionsgrenze nicht überschritten wird.
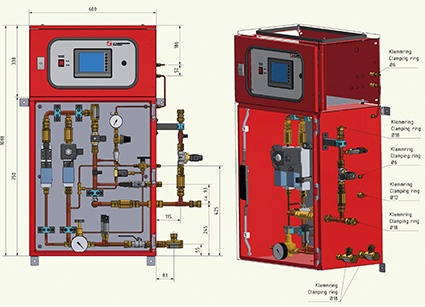
Der Sauerstoffanteil von 20,95 Vol.% in Luft soll also auf einen geringeren Anteil (z. B. 4…10 Vol.% Sauerstoff im Gemisch) reduziert werden. Dazu wird entweder Technische Luft (Druckluft) oder Sauerstoff (O2) mit Stickstoff (N2) gemischt, so dass Magerluft mit einer sicheren und konstanten Sauerstoffkonzentration erzeugt wird. Anlagen zur Erzeugung solcher Gasgemische, werden Magerluftanlagen oder Luftkonditionierungsanlagen genannt.
Durch die regelmäßige Anwendung in explosionsgefährdeten Bereichen ist die Einhaltung des vorgegebenen Sauerstoffanteils essentiell für sicherheitstechnische Belange als auch für die Qualität des Produktionsprozesses. Hierzu sind verschiedene Vorschriften zu beachten und angepasste Komponenten zu verwenden.
Qualität, Sicherheit und Verfügbarkeit
Für Prozessanlagenbetreiber sind die Einflüsse Qualität, Sicherheit und Verfügbarkeit existenziell.
In Bezug auf Magerluftanlagen bedeutet dies:
- Genaue Einhaltung der definierten Sauerstoffkonzentration im Magerluft-Gasgemisch zur Produktion einer gleichbleibenden Produktqualität (Qualität)
- Sichere Abschaltung, falls eine festgelegte Sauerstoffkonzentration überschritten wird, damit keine Explosionsgefahr entsteht (Sicherheit)
- Durch Backup-Lösungen oder einen Bypass mit reinem Stickstoff, Sicherstellung der Verfügbarkeit der Produktionsanlage (Verfügbarkeit)
Die Wahl der Anlagentechnik selbst hat einen Einfluss auf die Gasgemischqualität und damit auf die Produktqualität. Die Genauigkeit der Gasgemischqualität wird durch die Wahl der Anlagentechnik beeinflusst.
Übliche Werte sind für die Wiederholgenauigkeit
- statische, also manuell geregelte, Gasmischanlagen ± 0,5 %
- dynamische, also automatisch geregelte, Gasmischanlagen ± 0,2 %
Dies gilt bei voller Leistung und dem Betrieb innerhalb der Auslegungsgrenzen, annähernder Temperaturgleichheit der Gase und konstanten Drücken.
In den vergangenen Jahren ist ein starker Trend hin zu den dynamischen Magerluftanlagen zu beobachten, welcher den Qualitätsanforderungen der chemischen Industrie geschuldet ist. Diese Sicherheit wird zuallererst durch konstruktive Maßnahmen des Gasmischers sichergestellt.
Als zusätzliche Maßnahme zur Überwachung der richtigen Gasgemischqualität kann ein Gasanalysator vorgesehen werden, der die Sauerstoffkonzentration kontinuierlich misst. Eine paramagnetische Messzelle garantiert dabei sehr zuverlässige, langlebige und langzeitstabile Messungen.
Die Anzeige des gemessenen O2-Werts erfolgt im integrierten Display und kann über eine Online-Kopplung z. B. per Bus oder 4/20 mA zu einem übergeordneten Leitsystem übertragen werden. Bei Grenzwertüberschreitung kann eine Veränderung der Gemischqualität (bei automatischen, dynamischen Magerluftanlagen) eingeleitet oder eine Abschaltung initiiert werden. Zusätzlich wird oft eine Alarmierung per Hupe/Leuchte vorgesehen.
Bei Grenzüberschreitung, Anfahrvorgängen oder nach der Störungsbeseitigung hilft eine Ausblaseleitung, unerwünschte Gemische nicht in den Prozess zu führen sondern abzuleiten. Die sichere Einhaltung einer definierten Sauerstoffkonzentration beeinflusst die Sicherheit der nachgeschalteten Prozess-Anlage.
Diese zusätzliche funktionale Sicherheit kann über eine Safety-Integrety-Level (kurz SIL) Betrachtung nochmals erhöht werden. Als SIL oder Sicherheitsstufe wird eine Sicherheitsanforderungsstufe gemäß der Normung EC 61508/IEC61511 bezeichnet. Das Überwachungssystem Gasanalysator – Ausgangsabschaltung – Ausblaseleitung-Magnetventil wird gemeinsam hinsichtlich seiner Zuverlässigkeit beurteilt, damit das Risiko einer Fehlfunktion noch weiter reduziert werden kann. Sicherheits-Integritätslevel werden in Stufen von 1 – 4 festgelegt. Der Sicherheits-Integritätslevel 4 stellt die höchste Stufe und der Level 1 die niedrigste Stufe dar. Diese Sicherheitsanforderungsstufe indiziert somit ein Maß für die Zuverlässigkeit des Systems in Abhängigkeit von der Gefährdung der Gesundheit von Beschäftigten, der Umwelt oder von Gütern. Übliche Magerluftanlagen erfüllen Anforderungen nach SIL-1 oder SIL-2. Entsprechend dieser Festlegung werden der dafür geeignete Gasanalysator, die Ausgangsabschaltung und das Magnetventil in der Ausblaseleitung ausgewählt und entsprechend verschaltet. Dies geht einher mit den entsprechenden SIL-Berechnungen. In diese Berechnungen gehen Betrachtungen zum Ausfallverhalten und Lebensdauer der Baugruppe sowie die strukturelle Redundanz ein.
Diese Sicherheit muss im Betrieb der Magerluftanlage über eine regelmäßige Überprüfung im Rahmen einer Wartung aufrechterhalten werden.
Verfügbarkeit
Zur Sicherstellung der Verfügbarkeit einer Magerluftanlage sind folgende Maßnahmen üblich:
- Eingangsseitige Gasfilterung zur Vermeidung der Beeinträchtigung der Funktionsweise der Armaturen durch Partikel
- Druckregelung von Druckluft und Stickstoff auf den gleichen Mischdruck, damit das Avogadrosche Gesetz idealen Gases gilt, also die Dichte der Gase bei gleichem Druck und gleicher Temperatur zur molaren Masse proportional ist
- Verschaltung der Gleichdruckregler in den Eingangssträngen, damit die unzulässige Anreicherung an Zumischgas jederzeit ausgeschlossen wird. Zusätzliche Verriegelung über die Gasanalyse, damit eine redundante Sicherheitsverriegelung entsteht
- Messung des Volumenstroms (Temperatur- und Druck kompensiert)
- Einsatz von Gasrücktrittssicherungen in jedem Einzelgasstrang, um ein Umfüllen zu verhindern
- Ermöglichung kontinuierlicher oder diskontinuierlicher Gasgemisch-Abnahme durch konstruktive Maßnahmen
- Sicherstellung des autarken Anlagenbetriebs, auch bei Störung eines übergeordneten Prozess-Leitsystems
- Für den Aufstellort geeignete Betriebsmittel (z. B. für die Außen-Aufstellung, Aufstellung in Ex-Bereichen oder in aggressiver Umgebung)
- Druckhalteventil, zum Vakuumbrechen und Schutz der Magerluftanlage
- etc.
Die Verfügbarkeit der Magerluftanlage bei der Produktion hat oft einen finanziellen Einfluss, der sich entsprechend mit den vermiedenen Produktionsausfallkosten und den vermiedenen Kosten zur Störungsbeseitigung monetär bewerten lässt. Dabei kann bekanntlich eine FMEA (englisch – Failure Mode and Effects Analysis, deutsch – Fehlermöglichkeits- und -einflussanalyse) helfen. Die FEMA wird durch das Qualitäts- und Sicherheitsmanagement des Betreibers zur Beurteilung der Fehlereintrittswahrscheinlichkeit eingesetzt. Daraus können Maßnahmen zur Fehlervermeidung der Magerluftanlage und Erhöhung der technischen Zuverlässigkeit vorbeugend eingeleitet werden. Im Rahmen der Analyse von potenziellen Fehlerursachen und Fehlerhäufigkeiten bei der Magerluftversorgung werden erfahrungsgemäß folgende Komponenten detaillierter betrachtet:
- Druckluftversorgung fällt aus
- Stickstoffversorgung fällt aus
- Stickstofftank ist leer
- Magerluftanlage /Gasmischer erzeugt eine Störung
Durch die häufig auftretende Parallelversorgung mehrerer Produktionsanlagen durch eine Gasversorgungsanlage kann es zu Engpässen kommen, so dass ein Ausfall in diesem System einen signifikanten Einfluss auf die Verfügbarkeit hat.
Folgende Konzepte werden standardmäßig in der Industrie genutzt:
- Bypass
- Backup
- Redundanz
Eine regelmäßig gewählte Lösung ist der Stickstoff-Bypass. Bei Störung der Druckluftversorgung oder bei der Magerlufterzeugung, erfolgt eine vollautomatische Umschaltung auf den Stickstoff-Bypass. Dieser schützt dann die Produktion, bis die Störung beseitigt ist. Der Bypass kann natürlich nur dann funktionieren, wenn Stickstoff zur Verfügung steht, oben aufgeführte Fehler 2 und 3 also nicht auftreten.
Als Backup-Lösung hat sich die Notversorgung etabliert: Ist die reguläre Gasversorgung gestört, wird auf eine Notversorgung (meist Flaschenstation oder Bündelversorgung) mit Fertiggemisch oder reinem Stickstoff umgeschaltet. Ein Vormischen der Magerluft und Speichern dieser in einem Pufferbehälter ist meist, wegen der entstehenden Gasdrücke und der, durch die Produktion ständig benötigten, Magerluftvolumina, nicht wirtschaftlich – kann aber im Einzelfall ebenfalls in Betracht gezogen werden.
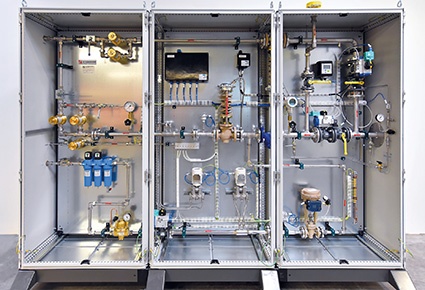
Zum Erzielen von Redundanz wird ein Versorgungskonzept mit zwei Magerluftanlagen verwendet. Auf einer einstellbaren Zeitscheibe, üblicherweise im wöchentlichen Wechsel, wird zwischen beiden Magerluftanlagen automatisch umgeschaltet, um eine gleichmäßige Beanspruchung und gleichzeitig die Funktionsfähigkeit beider Magerluftanlagen sicher zu stellen. Darüber hinaus ist es oft möglich, über zusätzliche Drucksignale, bei zeitweise erhöhtem Magerluftbedarf, beide Magerluftanlagen parallel zu betreiben.
Diese Redundanz kann sich auch auf das Gasanalysensystem erstrecken: Es wird dann ein redundantes Analysesystem mit Doppelanalyse, also mit zwei unabhängigen Messzellen, installiert. Zwei Sensoren bestimmen kontinuierlich die O2-Konzentration in der Magerluft. Jede Messzelle ist für je eine Magerluftanlage zuständig, somit ist eine unabhängige Redundanz gewährleistet. Das Gasanalysen-System wird über Magnetventile mit dem Messgas der entsprechenden Gasmischer überwacht versorgt. Bei der Umschaltung wird der Umstand einer Störung mit Vorrangschaltung berücksichtigt.
Die Ergebnisse der Gasanalyse werden auf dem in der Steuerung integrierten Display angezeigt. Ggfs. ist auch die Steuerung redundant oder als Hochverfügbarkeits-Steuerung mit Soft- und Hardware-Redundanz ausgeführt.
Im Display wird neben dem Messwert der Betriebszustand der jeweiligen Magerluftanlage angezeigt.
Meldungen wie z. B.
- Betriebszustand Magerluftanlage 1/2
- Störung Magerluftanlage 1/2
- Grenzwerte
- Analyse-Istwert Magerluftanlage 1 und 2 der kontinuierlichen Messung als Analogsignal
werden über Kabelverbindungen an die zentrale Leitwarte übertragen, so dass das Betreiberpersonal zeitnah über Zustände und evtl. auftretende Störungen informiert wird.
Fazit
Die Forderungen des Betreibers einer Magerluftanlage nach Qualität, Sicherheit und Verfügbarkeit lassen sich individuell abgestuft durch die aufgeführten Maßnahmen erfüllen:
1. Einhaltung einer definierten Sauerstoffkonzentration zur Erzielung einer definierten Produkt-Qualität:
a. Konstruktive Maßnahmen
b. Gasanalyse
c. Einsatz angepasster Technik (statische oder dynamische Anlage)
2. Sichere Abschaltung zur Verhinderung der Explosionsgefahr
a. Gasanalysator mit Abschaltung
b. SIL-gerechter Abschaltkreis
3. Sicherstellung der Verfügbarkeit der Produktionsanlage durch Backup-Lösungen
a. Stickstoff-Bypass
b. Notversorgung mit Druckbehältern
c. Redundante Ausführung
So lässt sich, entsprechend den individuellen Notwendigkeiten und dem vorhandenen Budget, eine angepasste Lösung kombinieren.
Anbieter
LT GasetechnikMartener Str. 535
44379 Dortmund






Meist gelesen

Verluste, die keiner sieht
In CCUS-Projekten der chemischen Industrie wird die präzise CO₂-Messung zur Schlüsseltechnologie - Coriolis-Systeme spielen dabei eine zentrale Rolle.

Single-Site Excellence
Interview mit Frank Wegener und Jörg Blumhoff, ESIM Chemicals, über die Wettbewerbssituation und ihre künftige Strategie im weltweiten CDMO-Markt.

Radikaler Schnitt für gesundes Wachstum – CHT stellt sich neu auf
Die CHT Group gehört zu den Hidden Champions der deutschen Spezialchemie.

Schlüsselrohstoff für Industrie und Gesellschaft
Hochreines Salz besitzt für Europa strategische Bedeutung – doch der Markt ist konzentriert.

Pioniere aus Tradition
Interview mit Peter Friesenhahn, CEO von Haltermann Carless, über die Ziele des Transformationsprogramms RACE und seine Pläne für das Unternehmen.