
Hightech in Handarbeit
1.500 m2 Reinraum für 190 Näherinnen
-
 Näharbeitsplätze in der Reinraumklasse ISO8. © Artivion
Näharbeitsplätze in der Reinraumklasse ISO8. © Artivion
Wer denkt, dass Nähen ein etwas antiquiertes Handwerk ist, der hat die neue Produktionsstätte von Artivion in Hechingen noch nicht gesehen. Die 2022 in Betrieb genommene Firmenerweiterung strahlt auf jedem der fast 6.000 m2 Modernität aus. Kernstück der Anlage ist eine 1.500 m2 große Reinraumanlage, in der Stentprothesen für die minimalinvasive Gefäßchirurgie in einer Mischung aus Hightech und traditioneller Handwerkskunst produziert werden. Die Implantate bestehen aus Textilschläuchen, auf die aussteifende Drähte genäht werden – und zwar von Hand, denn das schafft bisher keine Maschine. Die Stentprothesen werden später minimalinvasiv in die Aorten von Patienten eingesetzt, die unter Aneurysmen leiden. Passgenau implantiert verhindern sie eine lebensgefährliche Ruptur der Arterien. An dem spezialisierten Standort in Hechingen können nun bis zu 190 Näherinnen (größtenteils Frauen) im Schichtbetrieb diese Implantate nach einem auf den einzelnen Patienten zugeschnittenen Prothesenplan herstellen.
Produktion unter Reinraumbedingungen
Florian Tyrs, einer der beiden Geschäftsführer in Hechingen, war schon bei der Entwicklung dieser besonderen Implantate dabei. Man spürt seine Begeisterung, wenn er über die Produkte spricht: „Wir stellen seit 10 Jahren diese patientenspezifischen Lösungen her, die von Hand genäht werden. Das schafft noch keine Maschine. Natürlich ist das mit enormem Personalaufwand verbunden, aber dadurch können wir ein hochfunktionales Produkt liefern, das in der Gefäßchirurgie ohne Anpassungen und Komplikationen eingesetzt werden kann. Das ist wirklich einzigartig auf dem Markt. Ich freue mich immer sehr, dass unsere innovativen Technologien mithelfen, Leben zu retten.“
Um eine Verunreinigung des Produktes und eine damit verbundene Gefährdung der Patienten völlig auszuschließen, werden die Implantate unter Reinraumbedingungen produziert und verpackt. Der neue Reinraum ist das wichtigste Element der Produktion und im wörtlich doppelten Sinn eine Herzensangelegenheit für den jungen Geschäftsführer: „Wir sind in unserer alten Produktionsstätte völlig an unsere Kapazitätsgrenzen gestoßen und wollten mit dem Neubau unseren Standort stärken und unsere Expertise in der Medizintechnik weiterführen und ausbauen. Da haben wir wirklich groß gedacht und in die Zukunft geplant. Die Reinraumproduktion auf mehr als 1.500 m2 ist das Herzstück der Anlage. Wir haben hier großen Wert auf funktionale Abläufe und neueste Technik gelegt und sind sehr zufrieden, wie sich die Produktionsbedingungen verbessert haben. So können wir eine noch bessere Qualität liefern und haben deutlich weniger Ausschuss.“
-
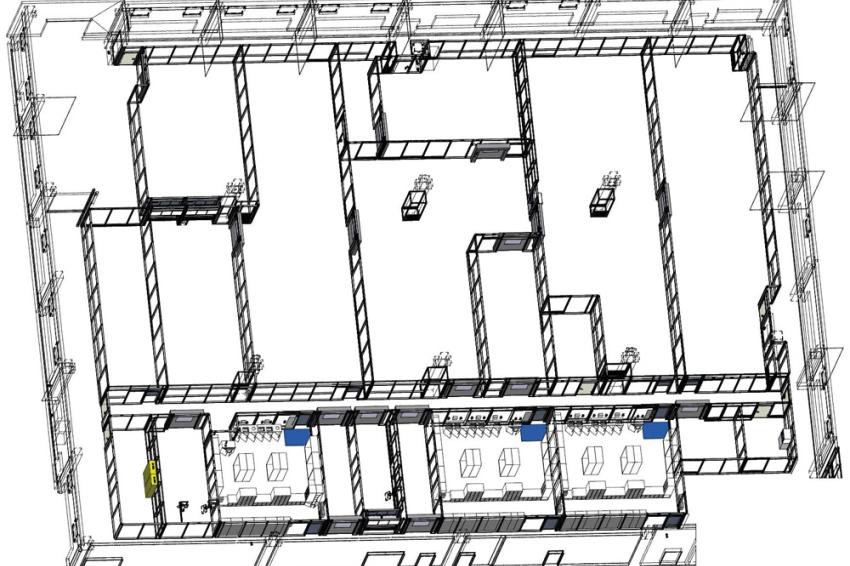 Grundriss der 1.500 m2 Gesamtanlage. © Schilling Engineering
Grundriss der 1.500 m2 Gesamtanlage. © Schilling Engineering
Freitragende Konstruktion mit begehbarer Decke
Für die Planung und Installation der gesamten Reinraumtechnik wurde das ebenfalls in Baden-Württemberg ansässige Unternehmen Schilling Engineering beauftragt, das darauf spezialisiert ist, Reinräume genau nach den Anforderungen der Prozesse und Begebenheiten zu liefern. Für die mittelständische Firma war der Auftrag von Artivion der bisher größte Auftrag ihrer Geschichte.
Ute Schilling, Geschäftsführerin des Familienunternehmens, erinnert sich: „Der Auftrag von Artivion war etwas ganz besonderes. Das Layout wurde nach dem Produkt- und Prozessfluss von Artivion optimiert und vorgegeben. Somit hat sich der Reinraum an die Anforderungen und Abhängigkeiten der 22 Räume mit den örtlichen Voraussetzungen ausgerichtet. Die Produktionsfläche sollte komplett erhalten und gleichzeitig durfte an der Gebäudestruktur der Halle keine Veränderung vorgenommen werden. In einem Engineering wurde die technische Umsetzung geprüft, die Klimatechnik ausgelegt sowie der Einbauplatz der Technik mit Wartungszugänglichkeit geplant. Es ist eine begehbare Technikebene oberhalb der Schleusen entstanden, die ohne Stahlbau auskommt. Damit konnte die komplette Produktionsfläche zugesagt werden.“
Die Reinraumanlage ist komplett freitragend konstruiert und besteht aus 22 Räumen, die in 12 Arbeitsbereiche, zwei Büros, Personal- und Materialschleusen und je einen Technik- und Reinigungsraum aufgeteilt sind. Der gesamte Bereich ist auf die Reinraumklasse ISO 8 ausgelegt. 126 Filter-Fan-Units reinigen die Luft in einem Umluftverfahren, um schädliche Partikel von den sensiblen Prozessen fern halten.
Effektive Einschleusung
Eine besondere planerische Herausforderung stellte die effektive Einschleusung der hohen Anzahl der Mitarbeitenden dar. Mehr als 250 Personen sind in Schichten für die verschiedenen Arbeiten innerhalb des Reinraums angestellt. Das Personal soll sich ohne Wartezeiten, in einem Zeitfenster von nur 20 Minuten, an seinen Arbeitsplatz einfinden. In der finalen Lösung wurden drei große Personalschleusen geplant, die auf einen gemeinsamen Zwischenflur führen, der zwischen den Personalschleusen und dem Arbeitsbereichen liegt. 16 Rolltore und 12 Schiebetüren ermöglichen einen bequemen und sicheren Zutritt über berührungslose Winkschalter in die einzelnen Bereiche. Artivion hat neben den funktionalen Abläufen auch auf eine gute Arbeitsatmosphäre innerhalb der Reinräume geachtet. Dazu Florian Tyrs: „Die Produktion unserer Stentgrafts und der dazugehörigen minimalinvasiven Einführsysteme verlangen einzelne Arbeitsschritte, die miteinander koordiniert werden müssen. Deswegen haben wir verschiedene Räume in der Reinraumanlage geplant, in denen einzelne Teams arbeiten. Auch für die Arbeitsatmosphäre sind kleinere Einheiten förderlich. Das war uns sehr wichtig. Die Reinräume sind hell und laufen vor allem auch leise und mit wenig fühlbaren Luftzug. Wir haben bisher sehr positive Rückmeldungen unserer Mitarbeiter. Die Arbeitsbedingungen haben sich im Vergleich zu unserem alten Reinraum deutlich verbessert.“
-
 Ein Flur innerhalb des Reinraums verbindet die Personalschleusen mit den Arbeitsräumen. © Artivion
Ein Flur innerhalb des Reinraums verbindet die Personalschleusen mit den Arbeitsräumen. © Artivion
Klimatisierung und Entfeuchtung
Der eigentliche Zweck einer Reinraumanlage ist aber natürlich die Sicherheit des Endproduktes. Dies gesamte Luft wird 20x/h in den Reinräumen ausgetauscht und die störenden Partikel mit einer laminaren Strömung aus dem Raum transportiert. Eine Einhaltung der Reinraumklassifizierung wird damit zu jeder Zeit gewährleistet und ermöglicht das zertifizierte Verfahren, das für die Herstellung von medizintechnischen Produkten erforderlich ist.
Neben der Reinheit muss auch die Klimatisierung mit der Temperatur- und Feuchteregelung gewährleistet werden. Der größte Teil der Reinräume, in denen bis zu 95 Nähplätze untergebracht werden können, wird mit einer Temperatur von 21 °C und einer relativen Luftfeuchtigkeit von 55 % betrieben. Daneben erfordert ein spezieller Arbeitsbereich „Beschichtung“ eine besonders hohe Entfeuchtung, da die dort eingesetzte Beschichtungslösung auf Feuchtigkeit reagiert. Dieser Reinraumbereich wird mit einer rel. Luftfeuchtigkeit von maximal 35 % mit einem eigenen Lüftungsgerät betrieben. In einem weiteren Arbeitsbereich werden die fertiggestellten Implantate in minimalinvasive Einweg-Einführsysteme geladen. Um die Funktion zu gewährleisten müssen diese mechanischen Teile im Reinraum geölt und doppelt steril verpackt werden. Für diese Anforderungen wurden von Schilling Engineering spezielle Abzugshauben und auf die Größe der Instrumente angefertigte Materialschleusen geliefert.
Ute Schilling beschreibt die Anforderungen, die ihr Team bei der Planung hatte: „Die Gesamtplanung der Reinraumanlage war sehr komplex. Zeitweise haben zehn unserer Ingenieure gleichzeitig an dem Projekt gearbeitet, um die Anforderungen in die Detailkonstruktion umzusetzen und den sportlichen Zeitplan von zehn Monaten zwischen Bestellung und Qualifizierung einzuhalten“.
-
 Die Stentprothesen werden zum Teil von Hand genäht. © Artivion
Die Stentprothesen werden zum Teil von Hand genäht. © Artivion -
 Die Implantate werden in minimalinvasive Einweg-Einführsysteme gezogen und für den OP Einsatz vorbereitet. © Artivion
Die Implantate werden in minimalinvasive Einweg-Einführsysteme gezogen und für den OP Einsatz vorbereitet. © Artivion
Zeitgerechte Lieferung in fünf Etappen
Lieferung und Aufbau wurde von der Reinraumfirma in fünf Etappen geplant, so dass Schilling Engineering während der Installation einer Etappe die Bauteile für die nächste Etappe als fertige Bausätze vorproduzieren konnte. Für die aufwändige Klimatisierung wurden vier Klimageräte auf der begehbaren Oberdecke des Schleusenbereichs installiert. Eine weitere Hauptklimaanlage steht außerhalb des Gebäudes. Zusätzlich gibt es eine Feinregelung für einzelne Räume über neun dezentrale Deckengeräte. Die Reinraumanlage wurde nach GMP-Vorgaben qualifiziert, mit einer Fernwartung sowie einem Monitoring der Firma Briem ausgestattet. Der Reinraum zur Produktion der Produkte wurde anschließend von der DEKRA auditiert freigegeben. Die junge Geschäftsführerin ist sichtbar stolz, wenn sie die komplexe Anlage betrachtet, in der ein Zahn in den anderen greift: „Wir sind sehr stolz, dass wir das Projekt mit der Qualifizierung im gewünschten Zeitrahmen umsetzen konnten unter den erschwerten Bedingungen der pandemischen Situation wie zum Beispiel mit Lieferengpässen und Personalausfällen. Hierbei möchte ich mich für die sehr gute Zusammenarbeit mit Artivion bedanken. Die Herausforderungen konnten gemeinsam durch die Unterstützung und schnellen Kommunikationswege gemeistert werden.“
-
 Drei große Personalschleusen sorgen für ein schnelles Einschleusen der 250 Mitarbeiter. © Artivion
Drei große Personalschleusen sorgen für ein schnelles Einschleusen der 250 Mitarbeiter. © Artivion
Autorin: Ute Schilling, Schilling Engineering GmbH, Wutöschingen
-
 Ute Schilling, Schilling Engineering, © Schilling Engineering
Ute Schilling, Schilling Engineering, © Schilling Engineering
Kontakt
Schilling Engineering GmbH
Industriestr. 26
79793 Wutöschingen
Deutschland
07746 - 92 789-0
07746 - 92 789-80










