
Scale-up begaster Fermenter
Verständnis und die Modellierung von Reingasfermentationen
-
 © Ekato
© Ekato
Dieses vertiefte Verständnis bildet heute die Grundlage für die Auslegung von Produktionsfermentern mit einem Füllvolumen von teilweise mehr als 500 m³, so dass der Betreiber von den „Economies of Scale“ profitieren kann[1].
Zusätzlich zur aeroben Fermentation rücken in jüngster Zeit auch Fermentationen mit reinen Gasen verstärkt in den Fokus. Beispiele hierfür sind Prozesse wie Power-to-Food oder Power-to-Gas. Diese Prozesse weisen sowohl Gemeinsamkeiten mit herkömmlichen aeroben Fermentationen auf als auch deutliche Unterschiede, die eher an Reaktionen mit reinen Gasen, wie bspw. Hydrierungen, erinnern. Viele dieser neuen Prozesse werden bisher in Pilot- oder kleineren Produktionsmaßstäben betrieben. Um von den „Economies of Scale“ zu profitieren, muss das Verständnis dieser Prozesse noch deutlich verbessert werden. Hierzu können allerdings die bereits errungenen Erfahrungen mit aerober Fermentation und Reaktionen mit reinen Gasen genutzt werden, um diese Aufgabe zu lösen.
In aeroben Fermentationen und Reingasreaktionen kommen zwei grundlegend unterschiedliche Reaktortypen zum Einsatz. Einerseits werden für Reingasreaktionen Reaktoren mit Gasrezirkulation aus dem Kopfraum verwendet. Diese Variante ist besonders für Prozesse geeignet, bei denen das dem Prozess zugeführte Gas vollständig umgesetzt werden soll. Das Frischgas wird in der Regel im Reaktorboden eingeleitet, wo es mithilfe eines Primärdispergierers in möglichst kleine Gasblasen zerteilt wird. Gleichzeitig wird nicht vollständig umgesetztes Gas aus dem Kopfraum mithilfe eines gasansaugenden Rührorgans über eine Hohlwelle erneut dispergiert. Das Rührsystem kann somit aus nur zwei Rührorganen bestehen, und oft werden Reaktoren mit einer relativ kompakten Form verwendet, was ein geringes Höhe-zu-Durchmesser-Verhältnis bedeutet. Im Vergleich dazu wird für aerobe Fermentationen i.d.R. ein wesentlich höheres Höhe-zu-Durchmesser-Verhältnis eingesetzt. Bei aerob betriebenen Fermentern wird ebenfalls Frischgas im Bodenbereich zugeführt und dispergiert. Weitere Rührorganstufen werden eingesetzt, um Gas auch über die Fermenterhöhe immer wieder neu intensiv mit der Flüssigphase zu mischen und dadurch den Stoffaustausch zwischen Gas- und Flüssigphase zu fördern. Im Vergleich zur ersten Bauart kommen hierbei meist wesentlich mehr Rührorganstufen zum Einsatz und die Fermenter haben zumeist ein deutlich höheres Höhe-zu-Durchmesser-Verhältnis. Für die geometrische Auslegung von aeroben Fermentern werden u.a. verfahrenstechnische, ökonomische oder konstruktive Gründe gegeneinander abgewogen.
-
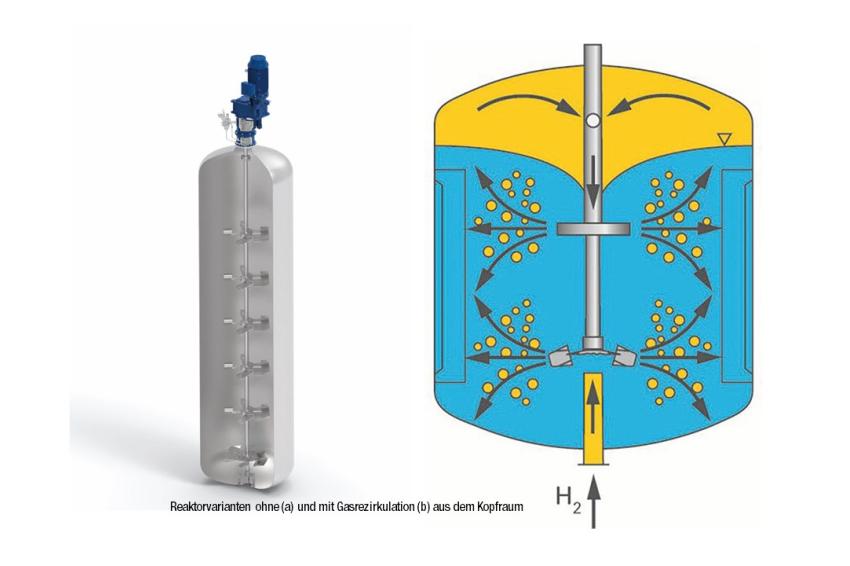 Reaktorvarianten ohne (a) und mit Gasrezirkulation (b) aus dem Kopfraum. © Ekato
Reaktorvarianten ohne (a) und mit Gasrezirkulation (b) aus dem Kopfraum. © Ekato
Prozess An- und Herausforderungen
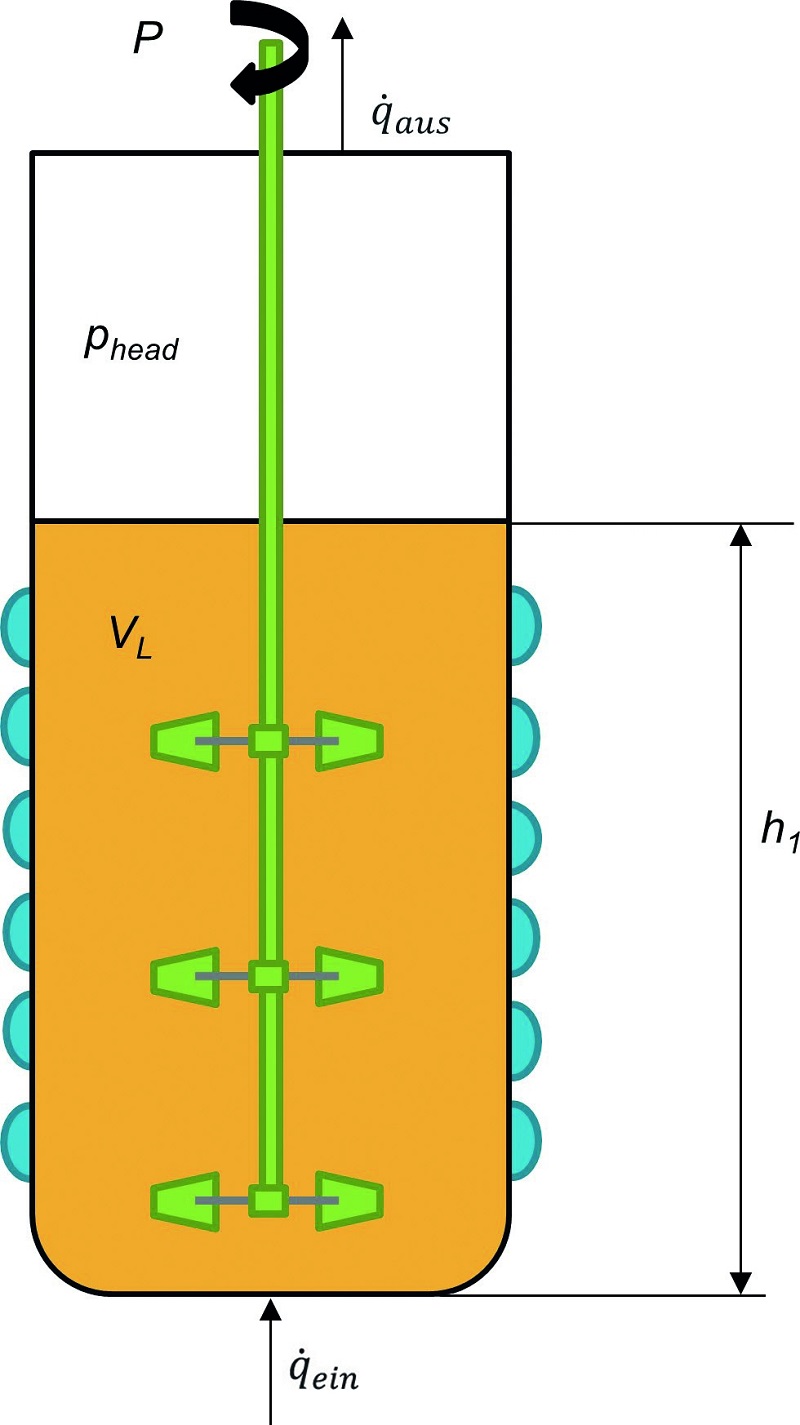
Um zu entscheiden, welche Fermenterausführung für die Reingasfermentation geeignet ist, müssen zunächst die Prozessanforderungen genauer untersucht werden und die möglichen Herausforderungen, die zu einer Prozesslimitierung führen können, analysiert werden. Im Vergleich zur aeroben Fermentation, bei der meist < 50 % des mit der Luft zugeführten Sauerstoffs in die Flüssigphase transferiert wird, muss dieser Anteil bei der Reingasfermentation, je nach Prozess, deutlich höher sein. Im Extremfall muss die komplette Gasphase transferiert werden. Außerdem müssen bei vielen Prozessen mehrere Gaskomponenten übertragen werden. Die Prozesslimitierung kann dann bei einer Gaskomponente liegen, die die schlechteste Löslichkeit in der wässrigen Fermentationsbrühe aufweist. Hierbei kann das Produkt entweder in eine gasförmige oder auch in fest/flüssige Form vorliegen, so dass es zu extremen Differenzen zwischen zugeführter Begasungsrate q·in und abgeführter Begasungsrate q·aus vorliegen kann. Dies ist auch ein großer Unterschied zu aeroben Fermentationen, wo die zu- und abgeführten Begasungsraten ähnlich sind.
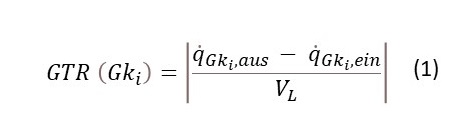
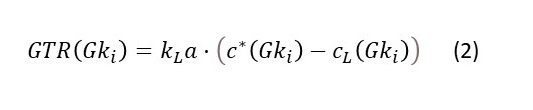
Eine mögliche Beurteilung der Fermenterleistung kann analog zum OTR bei der aeroben Fermentation für eine geeignete Gaskomponente (Edukt oder Produkt) definiert werden gemäß
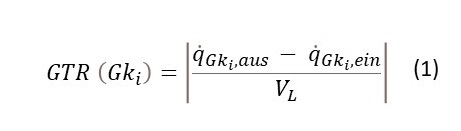
wobei GTR die volumetrische Gastransferrate ist, q·Gk_i der Volumenstrom von Gaskomponente i, bezogen auf Eingang (ein) und Ausgang (aus) des Fermenters und VL das Flüssigkeitsvolumen im Fermenter ist.
Um den GTR zu optimieren, muss auf der technischen Seite der für die Produktbildung notwendige Stoffübergang der zugeführten Gaskomponenten aus der Gas- in die Flüssigphase maximiert werden. Auf der biologischen Seite müssen geeignete Mikroorganismen verwendet oder entwickelt werden, die einen möglichst hohe Aufnahme und Umsatz der Gaskomponenten in das Produkt ermöglichen. Durch diesen biologischen Metabolismus wird eine beachtliche Wärmemenge freigesetzt, die zur Gewährleistung von einer konstanten und für den Prozess optimalen Temperatur kontinuierlich abgeführt werden muss.
Außerdem müssen weitere für den Metabolismus der Mikroorganismen benötigte Nährstoffe in die Fermentationsbrühe zugegeben und möglichst schnell verteilt werden, um die Verfügbarkeit für die Mikroorganismen im gesamten Fermenter zu gewährleisten.
Grundlagen des Stofftransports (gas-flüssig)
Entscheidend für die Fermentation ist der Übergang der gasförmig zugeführten Komponenten in die Flüssigphase.[2]
Die in Gleichung
über eine Bilanzgrenze um den Fermenter beschriebene volumetrische Gastransferrate kann über eine Bilanzierung der fermentationsbrühe auch über
beschrieben werden, wobei kLa der Stoffübergangskoeffizient, c*(Gki) die Sättigungskonzentration von Gaskomponente i und cL(Gki) die tatsächliche Konzentration von Gki in der Fermentationsbrühe ist.
Der kLa-Wert kann über den spezifischen Leistungseintrag P/V und die Leerrohrgeschwindigkeit vsg korreliert werden, d.h.
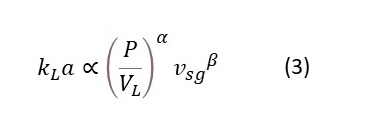
wobei P der Leistungseintrag durch die Rührorgane in die Fermentationsbrühe und VL das Volumen der Fermentationsbrühe ist. Die Exponenten α und β bewegen sich für herkömmliche aerobe Fermentationen meist in der Größenordnung von 0,3 – 0,7. Bei Kenntnis aller Parameter kann mit Hilfe von Gleichung (2) und (3) GTR(Gki) berechnet werden.
Mit cL / c* = DG (engl. dissolved gas) gilt

Zur Optimierung des GTR müssen daher der kLa und die Sättigungskonzentration c* maximiert werden und der DG minimiert werden, wobei Wechselwirkungen zwischen den verfahrenstechnischen und biologischen Parametern sehr gut bekannt sein müssen.
Hiermit ergeben sich wesentliche Parameter wie Kopfdruck des Fermenters, Temperatur der Fermentationsbrühe, Leistungseintrag des Rührorgans, Begasungsrate q und die Geometrie des Fermenters, über die Einfluss auf den GTR genommen werden kann.
Hierbei ergeben sich bspw. für den kLa-Wert und die Sättigungskonzentration c* folgende gegenläufige Zusammenhänge:
- kLa steigt mit steigender Temperatur und sinkt mit steigendem Druck
- c* steigt mit steigendem Druck und sinkt mit steigender Temperatur
Steigender Leistungseintrag durch die Rührorgane hat einen positiven Einfluss auf den GTR, allerdings muss der Leistungseintrag ökonomisch sinnvoll sein. Der kLa und der c* kann zudem bei einer schlanken Bauart über die Erhöhung des durchschnittlichen hydrostatischen Drucks und der Gasleerrohrgeschwindigkeit positiv beeinflusst werden. Allerdings gibt es hierfür konstruktive Grenzen. Außerdem wird es bei einer schlanken Bauart immer schwieriger die Homogenität sonstiger für den Metabolismus notwendigen Zugaben ausreichend homogen zu verteilen.
Die hauptsächliche Limitierung der GTR kann u.U. in der sehr niedrigen Löslichkeit einer verwendeten Gaskomponente in der wässrigen Fermentationsbrühe liegen. Wasserstoff z.B. hat eine über 100fach geringere Löslichkeit als Kohlendioxid.
-
 Ekato Kombibegasung mit Ekato Phasejet (unten) und Ekato-Gasjet (oben) © Ekato
Ekato Kombibegasung mit Ekato Phasejet (unten) und Ekato-Gasjet (oben) © Ekato
Reaktorvarianten
Aus den Prozessanforderungen ergeben sich zwei mögliche Reaktorvarianten, die für den Prozess geeignet erscheinen. Zum einen wäre ein Reaktor mit einem hohen Schlankheitsgrad) vorteilhaft. Abgesehen vom positiven Einfluss auf die Sättigungskonzentration und den kLa, könnten hierdurch auch Kurzschlussströmungen zwischen Ein- und Ausgang verhindert werden.
Andererseits könnte durch die für Reaktionen mit reinen Gasen übliche Kombibegasung mit einem Gasverteiler im Boden und einem mit einer Hohlwelle verbundenen Ekato Gasjet Gas aus dem Kopfraum in die Fermentationsbrühe zurückgeführt werden. Auf diese Weise würde der kLa durch eine steigende Begasungsrate mittels des zurückgeführten Gases aus dem Kopfraum erhöht. Diese Bauart wird seit vielen Jahren u.a. erfolgreich für Hydrierung eingesetzt.
Scale-up
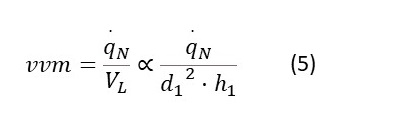
Beim Scale-up eines Fermentationsprozesses ist oftmals das Ziel, die volumetrische Übertragungsrate der gasförmigen Komponenten und damit auch die volumetrischen Aufnahmerate und Umsetzung der Gaskomponente durch die Mikroorganismen mindestens konstant zu halten. Um dies zu erreichen, wird zum einen die Konzentration an Biomasse und zum anderen die Begasungsrate pro Volumen an Fermentationsbrühe (vvm) konstant gehalten. [2]
Für den vvm gilt
Bei geometrisch ähnlichem Scale-up gilt damit für die Gasleerrohrgeschwindigkeit.
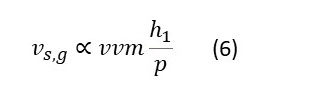
wobei der Druck p über
gegeben ist. Hierbei ist phead der absolute Kopfdruck und g die Erdbeschleunigung.
Während eines Scale-up, bei dem vvm = const. bleiben soll, wird vor allem h1 deutlich ansteigen (Gl. 6) wohingegen p kaum verändert wird. Durch diesen Effekt kommt es zu einem starken Anstieg von vsg während des Scale-ups. Dieser Anstieg hat einen positiven Einfluss auf GTR.
In aeroben Fermentationen kann der Anstieg von c* und vsg beim Scale-up dazu führen, dass der Leistungseintrag über die Rührorgane reduziert werden kann. Dieser Umstand kann auch bei Reingasfermentationen ausgenutzt werden. Allerdings muss beim Scale-up geprüft werden, ob die steigende Begasungsrate vom unteren Rührorgan (Primärdispergierer) noch dispergiert werden kann. Wenn dies nicht der Fall ist und der Primärdispergierer geflutet ist, würde dies signifikante negative Auswirkungen auf den kLa haben. Je schlanker der Fermenter, desto größer ist die Neigung zum Fluten. Zudem muss auch geprüft werden, ob es beim Scale-up zu einem Übergang von homogener zu heterogener Blasenströmung kommt. Auf Grund der Bildung von großen Gasblasen ist der kLa im heterogenen Strömungsbereich beeinträchtigt. Der heterogene Strömungsbereich tritt ab einer bestimmten, vom Gas/Flüssigkeits-System abhängigen, Gasleerrohrgeschwindigkeit vsg und daher mit zunehmendem Schlankheitsgrad des Behälters früher ein.
-
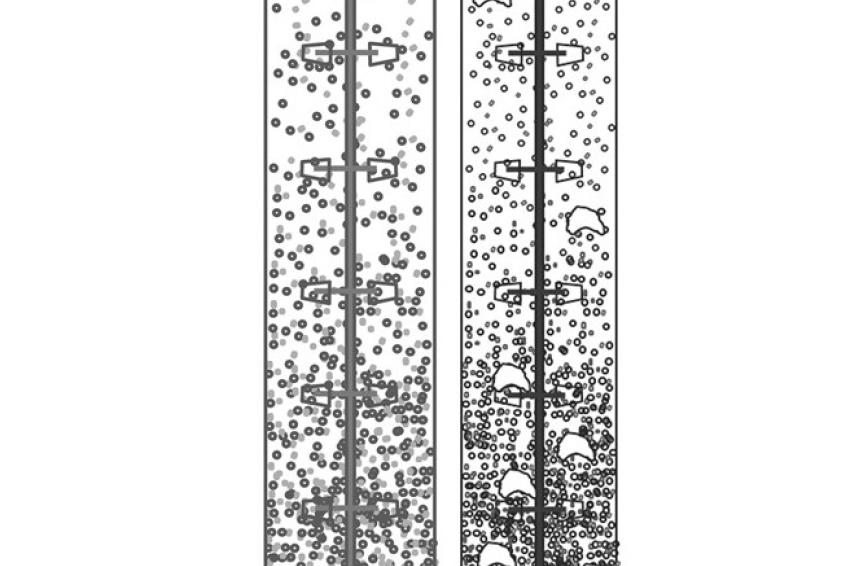 Homogene (a) und heterogene Blasenströmung (b) © Ekato
Homogene (a) und heterogene Blasenströmung (b) © Ekato
Um das Ziel eines maximalen GTR oder aber eine bestimmte Ausgangskonzentration einer Gaskomponente zu erreichen, können neben der Optimierung der Geometrie und der Betriebsbedingungen des Fermenters auch Vor- und Nachteile verschiedener Reaktorkonzepte gegeneinander abgewogen werden. Während im kleinen Maßstab der Stoffübergang von der Gas- in die Flüssigphase in der Regel zu Prozesslimitierung führt, muss mit steigendem Maßstab darüber hinaus besondere Aufmerksamkeit auf den Wärmeübergang und das schnelle Homogenisieren von zugegebenen Nährstoffen gelegt werden. Das in der Grafik unten[3] dargestellte sogenannte Penney-Diagramm stellt verschiedene Scale-up Strategien und deren Einfluss auf den Trend des spezifischen Leistungseintrags im Produktionsmaßstab, (P/V)P im Verhältnis zum spezifischen Leistungseintrag im Modellmaßstab (P/V)M dar. Die Forderung einer konstanten Mischzeit würde gemäß des Penney Diagramms zu einem deutlichen Anstieg des spezifischen Leistungseintrag mit steigendem Maßstab führen (Linie 1). Kurze Mischzeiten sind für die Verteilung der von den Mikroorganismen für den Metabolismus benötigten Nährstoffen vorteilhaft, um zu verhindern, dass Bereiche im Fermenter mangelhaft versorgt werden. Allerdings ist beim Scale-up zu akzeptieren, dass die Mischzeiten länger werden und andere Strategien bei der Nährstoffdosierung wie multiple Unterniveau-Dosierpunkte verwendet werden müssen, um eine ausreichende Homogenität der Nährstoffkonzentration im Fermenter zu erreichen.
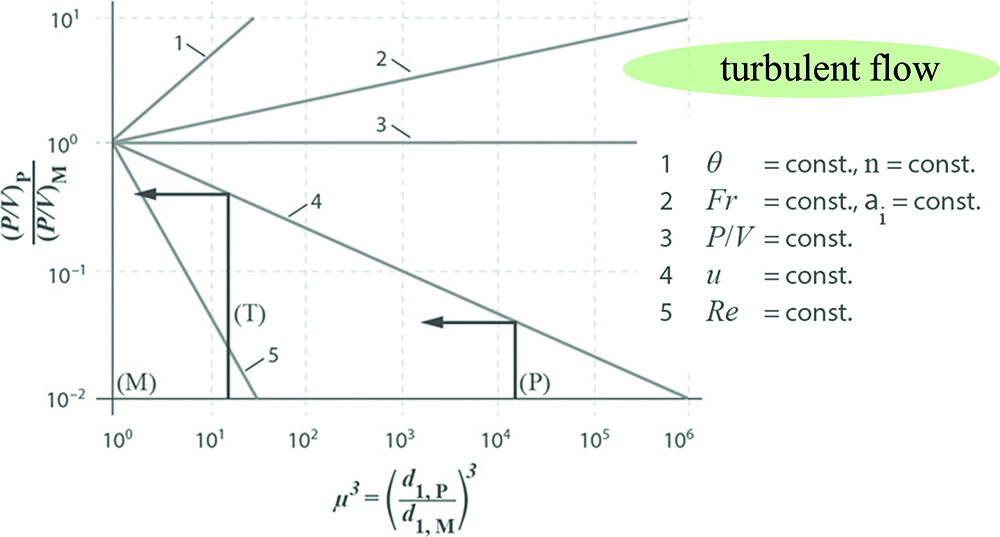
Übliche Scale-up-Strategien bewegen sich in der Fermentation zwischen einem konstanten spezifischen Leistungseintrag, P/V (Linie 3) und einer konstanten Rührerblattgeschwindigkeit (Linie 4, u = const.). Linie 4 entspricht dabei einer extremen Forderung bei Pilzfermentationen, um die Zerstörung von Myzellstrukturen zu vermeiden. Durch diese Scale-up-Strategie ist nicht zu verhindern, dass auch der innere Wärmeübergangskoeffizient αi absinkt (Linie 2). Hinzu kommt, dass auch Wandstärken mit zunehmendem Maßstab aus mechanischen Gründen dicker ausgelegt werden müssen und die spezifische Kühlfläche beim Scale-up über die Behälterwand Awand ~ 1/d1 abnimmt. Um die benötigte Kühlfläche für den Fermenter zu bestimmen, muss eine Wärmebilanz über alle ein- und ausgehenden Wärmeströme um den Fermenter erstellt werden. Falls nicht ausreichend Wärme über die Behälterwand abgeführt werden kann, müssen weitere, i.d.R. innenliegende Kühlflächen, vorgesehen werden.
Zusammenfassung
Reingasfermentationen kommt ein steigendes Interesse zu, z.B. zur Speicherung von Energie oder Produktion von Proteinen. Begaste und gerührte Fermenter haben sich für diese Prozesse als besonders geeignet erwiesen. Für die Auslegung und das Scale-up dieser Fermenter kann auf das Know-how von aeroben Fermentationen und Reingasreaktionen wie z.B. Hydrierungen zurückgegriffen werden. Allerdings gibt es bei Reingasfermentationen z.T. auch entscheidende Unterschiede in Bezug auf Prozessanforderungen und des Reaktordesigns im Vergleich zu den bekannten aeroben Fermentationsprozessen. Obwohl einige dieser Prozesse technisch schon sehr weit entwickelt sind, ist weitere intensive Forschung nötig, um das Verständnis und die Modellierung von Reingasfermentationen weiter zu verbessern und darüber zu einer ökonomisch optimalen Lösung für den Produktionsmaßstab zu gelangen.
Referenzen
[1] W. Himmelsbach, K. Gezork, W. Keller. B. Multner and W. Last; Economies of Scale – Agitator Technology for World-Scale Plants; Chemie Ingenieur Technik, DOI: 10.1002/cite.202000141
[2] K. Gezork, M. Rosellen, Auslegungssache – Scale-up und Engineering von Fermentern, CIT plus 2017, 20 (1-2), 2-4.
[3] EKATO. THE BOOK, ISBN 978-3-00-037510-1, S. 102ff
Autoren
 Klaus Gezork, Senior Process Engineer, Ekato Rühr- und Mischtechnik
Klaus Gezork, Senior Process Engineer, Ekato Rühr- und Mischtechnik
 Annika Schorn, Process Engineer, Ekato Rühr- und Mischtechnik
Annika Schorn, Process Engineer, Ekato Rühr- und Mischtechnik
 Niels Bußmann, Process Engineer, Ekato Rühr- und Mischtechnik
Niels Bußmann, Process Engineer, Ekato Rühr- und Mischtechnik










