
Partikel auf Abstand
Vakuumexpansion: einzeln benetzen – agglomeratfrei dispergieren
-
 Prozessanlage mit der Pulvereintrags- und Dispergiermaschine Ystral Conti-TDS, zwei Prozessbehälter und einem Pulverbehälter. © Ystral
Prozessanlage mit der Pulvereintrags- und Dispergiermaschine Ystral Conti-TDS, zwei Prozessbehälter und einem Pulverbehälter. © Ystral
Pulverhandling erzeugt Staub. Das ist aber nicht das einzige Problem. Pulver liegen in den allermeisten Fällen agglomeriert vor – und je feiner ein Pulver ist, desto stärker neigt es zum Agglomerieren. Die Ursachen sind vielfältig. Neben physikalischen und elektrostatischen Kräften (Van-der-Waals, Coulomb, Sinterbrücken) gibt es im Produktionsalltag noch zahlreiche weitere Ursachen für die Bildung von Agglomeraten. So führen bspw. Temperatursteigerungen über die Glasübergangstemperatur während des Transports dazu, dass Partikel miteinander verschmelzen (Caking). Eine kühle Lagerung kann zum Unterschreiten des Taupunktes, zu Kondensation innerhalb des Pulvers und damit zu Flüssigkeitsbrücken zwischen den Partikeln führen.
Problemfall Agglomerate
Um ein bestmögliches Dispergierergebnis zu erreichen, gilt es, bestehende Agglomerate sofort beim Pulvereintrag abzubauen sowie die Bildung neuer Agglomerate beim Pulvereintrag in Flüssigkeiten von vorneherein zu vermeiden. Denn andernfalls müssen diese Agglomerate im Nachgang durch langes Rühren und aufwendiges Nachdispergieren abgebaut werden – mit häufig negativen Folgen für die Produktqualität: Bei Joghurt etwa wird die Textur zerstört und man benötigt zusätzliche Proteine und Stabilisatoren, in Shampoos sinkt die Viskosität und es muss zusätzlicher Verdicker eingesetzt werden. Polymere werden zerstört und Harze oder Bindemittel überhitzt. Außerdem kostet Nachdispergieren Zeit, Energie und blockiert unnötig die Prozessbehälter.
Die Pulverpartikel müssen deshalb bereits vor dem Kontakt mit der Flüssigkeit separiert und jedes Partikel muss einzeln vollständig benetzt werden. Die beim Pulvereintrag zu benetzende Partikeloberfläche ist riesig. Sie beträgt zwischen 1 und 1.000 m2/g Pulver. Ein 25 kg-Sack Pulver kann somit eine zu benetzende Partikeloberfläche in der Größenordnung zwischen 25.000 m2 und 25 km2 haben. Zu dieser äußeren Oberfläche kommt bei porösen Partikeln wie z.B. Kieselgelen noch eine innere Oberfläche – und diese muss ebenfalls vollständig benetzt werden.
Außerdem enthalten Pulver sehr viel Luft. Selbst schwere Pulver wie Titandioxid kommen auf einen Volumenanteil von über 75 % Luft. Bei leichten Pulvern kann der Anteil bei über 95 % liegen. Diese Luft muss vollständig durch Flüssigkeit substituiert und abgeschieden werden. Sie darf nicht mit dem Pulver dispergiert werden, denn das führt zu Mikroschaum.
-
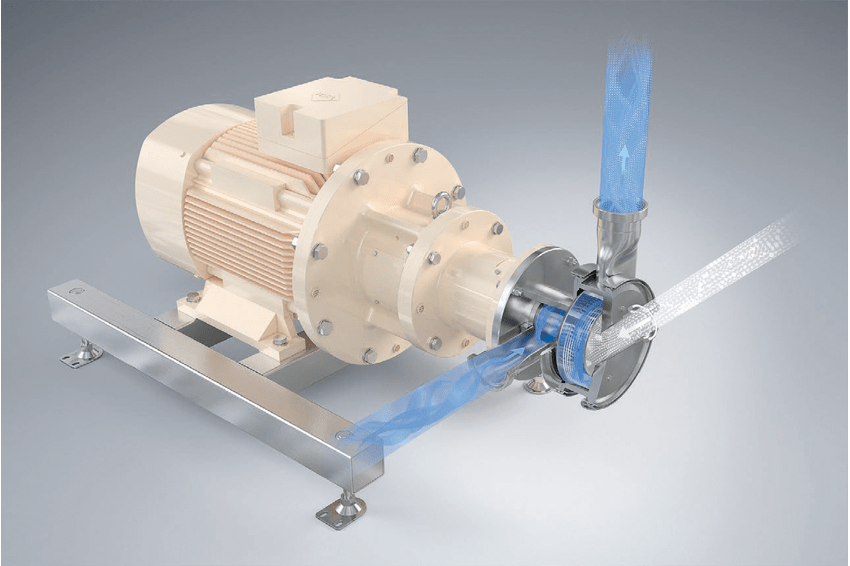 Mit der Pulverbenetzungs- und Dispergiermaschine können auch schwer zu benetzende, staubende oder klebende Pulver agglomeratfrei dispergiert werden. © Ystral
Mit der Pulverbenetzungs- und Dispergiermaschine können auch schwer zu benetzende, staubende oder klebende Pulver agglomeratfrei dispergiert werden. © Ystral
Klumpen, Krusten, Schaum
Konventionelle Verfahren des Pulvereintrags in Flüssigkeiten mittels Rührwerken, Injektoren oder Inline Mischern erzeugen überwiegend unerwünschte Agglomerate. Die Pulverpartikel kommen nicht vereinzelt, sondern als kompakte Schüttung mit der Flüssigkeit in Kontakt. Die Flüssigkeitsoberfläche, die dem Pulver für die Benetzung zur Verfügung steht, ist um Größenordnungen kleiner als die zu benetzende Pulveroberfläche. So entstehen stabile teilbenetzte Agglomerate, die nur noch schwer abgebaut werden können.
Bei einer Pulverzugabe von oben in einen offenen Behälter werden diese Probleme besonders augenfällig: Es entstehen teilbenetzte Klumpen an der Flüssigkeitsoberfläche. Im ungünstigsten Fall schwimmen sie an der Oberfläche, im besten Fall gehen sie unter. Staub oberhalb der Flüssigkeit führt an feuchten Flächen zu Anhaftungen sowie zu Pulverkrusten und Verschmutzungen an Behälterwand, Behälterdeckel, Rührerwelle und allen Einbauten im Behälter. Die Krusten bröckeln später ins Produkt und vermindern die Qualität. Wird, um Staub zu vermeiden, eine Absauganlage eingesetzt, geht eine unkontrollierte Menge des Pulvers in den Filtern verloren. Zudem bilden sich beim Einrühren im offenen Behälter Tromben, über die zusätzliche Luft in die Flüssigkeit eingebracht wird.
Saugförderer, die das Pulver zwar staubarm in den Behälter transportieren, erzeugen oberhalb der Flüssigkeit trotzdem Staub, sehr viel Staub. Die Benetzungsprobleme im Behälter werden somit nicht vermieden, eher verstärkt. Auch bei Vakuumprozessbehältern entstehen zwangsläufig Agglomerate, weil die Partikel vor dem Kontakt mit der Flüssigkeit nicht vereinzelt werden und die Flüssigkeitsoberfläche für eine vollständige Benetzung viel zu gering ist. Gleichzeitig werden Tromben erzeugt und es besteht die Gefahr, dass ein Teil des Pulvers unbenetzt von der Vakuumpumpe abgesaugt wird und damit verloren geht.
Auch bei Injektoren mit vor- oder nachgeschalteter Pumpe ist die Flüssigkeitsoberfläche bei Weitem nicht ausreichend. Häufig wird einem solchen System noch eine Dispergiermaschine nachgeschaltet, um die eingetragenen Agglomerate abzubauen. Allerdings wird so die im Pulver enthaltene Luft besonders fein dispergiert, was die Dispergierwirkung deutlich verschlechtert und stabilen Mikroschaum erzeugt.
Vakuumexpansion: in Mikrosekunden vollständig benetzt
Die Schwächen dieser konventionellen Pulverbenetzungsverfahren werden bei der von Ystral entwickelten Inline-Dispergiermaschine Ystral Conti-TDS vermieden. Der Apparat desagglomeriert und benetzt Pulver vollständig und substituiert Luft durch Flüssigkeit innerhalb von Mikrosekunden.
Die Inline-Dispergiermaschine wird an einem oder mehreren Prozessbehältern betrieben. Sie fördert die Flüssigkeit im Kreislauf und saugt das Pulver ab Sack, Trichter, Big Bag, Silo oder Container in die Flüssigkeit ein. Die Pulverpartikel werden nach dem Prinzip der Vakuumexpansion separiert: Die im Pulver enthaltene Luft wird um ein Vielfaches expandiert, sodass sich die Abstände zwischen den Partikeln stark vergrößern. So lassen sich die Partikel ohne zusätzliche Luft vereinzeln und fluidisieren.
Pulver und Flüssigkeit kommen erst in der Benetzungskammer miteinander in Kontakt – unter Vakuum und starker Turbulenz. In der Dispergierzone haben die Pulverpartikel den größtmöglichen Abstand zueinander und können so vollständig einzeln benetzt und dispergiert werden. Die Maschine erzeugt eine Flüssigkeitsoberfläche von etwa einer ½ Mio. m2 pro Minute. Das ist mehr als zur vollständigen Benetzung benötigt wird.
Die zuvor im Pulver enthaltene Luft wird durch die Zentrifugalwirkung des schnell laufenden Rotors von der deutlich schwereren Dispersion abgetrennt und koalesziert zu großen Luftblasen. Diese werden dann zusammen mit dem Flüssigkeitsstrom zum Prozessbehälter gefördert, wo sie leicht entweichen können.
Die Vakuumexpansionsmethode bietet große wirtschaftliche Vorteile: Bei der Farbherstellung bspw. lassen sich die Kosten auf diese Weise um mehr als 90 % reduzieren, während Harze in 1/50 der Zeit gelöst werden können – und das bei einer deutlich verbesserten Produktqualität.
Ystral auf der Powtech: Halle 3A, Stand 3A-329
Autor
-
 Hans-Joachim Jacob, Senior Expert Process and Applications, Ystral © Ystral
Hans-Joachim Jacob, Senior Expert Process and Applications, Ystral © Ystral
Downloads
Kontakt
Ystral GmbH Maschinenbau + Processtechnik
Wettelbrunner Str. 7
79282 Ballrechten-Dottingen
Deutschland
+49 7634 5603 900
+49 7643 5603 99










