
Stillstand genutzt
TÜV-Prüfung und höhere Anlageneffizienz
-
 Rösberg: Die Mineralölraffinerie Oberrhein (Miro) in Karlsruhe.
Rösberg: Die Mineralölraffinerie Oberrhein (Miro) in Karlsruhe. -
 Rösberg: Das PLT-CAE-System Prodok ist maßgeschneidert für die Planung und Betriebsbetreuung der prozessleittechnischen Einrichtungen in verfahrenstechnischen Anlagen und sorgt für eine rationelle, durchgängige Projektierung und konsistente Dokumentation.
Rösberg: Das PLT-CAE-System Prodok ist maßgeschneidert für die Planung und Betriebsbetreuung der prozessleittechnischen Einrichtungen in verfahrenstechnischen Anlagen und sorgt für eine rationelle, durchgängige Projektierung und konsistente Dokumentation. -
 Rösberg: . 3: Mit Livedok können Anlagen elektronisch dokumentiert werden, aufwändige Mehrfachänderungen auf Papier und das zeitraubende Suchen nach Dokumenten entfallen.
Rösberg: . 3: Mit Livedok können Anlagen elektronisch dokumentiert werden, aufwändige Mehrfachänderungen auf Papier und das zeitraubende Suchen nach Dokumenten entfallen. -
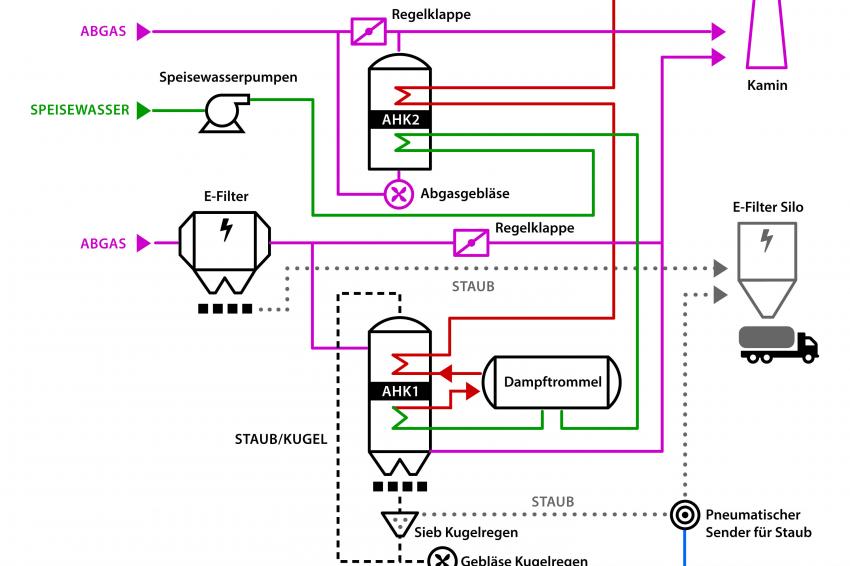 Rösberg: Das Rauchgas lagert zunächst Staub auf den Wärmetauscher-Paketen im AHK 1 ab, die deshalb während des Normalbetriebs der Anlage per Kugelregenanlage gereinigt werden müssen. In den Trichtern unterhalb der Abhitzekesselanlage wird die so abgelöste Flugasche gesammelt und abgeführt.
Rösberg: Das Rauchgas lagert zunächst Staub auf den Wärmetauscher-Paketen im AHK 1 ab, die deshalb während des Normalbetriebs der Anlage per Kugelregenanlage gereinigt werden müssen. In den Trichtern unterhalb der Abhitzekesselanlage wird die so abgelöste Flugasche gesammelt und abgeführt. -
 Dipl.-Ing. (BA) Denise Rebstock, Projektingenieurin bei Rösberg Engineering, Engineering Center MiRO Raffinerie
Dipl.-Ing. (BA) Denise Rebstock, Projektingenieurin bei Rösberg Engineering, Engineering Center MiRO Raffinerie
Eine turnusmäßige Großinspektion stand im Frühjahr 2015 bei der Mineralölraffinerie Oberrhein (MiRO) in Karlsruhe an. Hier standen 44 Prozessanlagen mehrere Wochen still.
Was haben Raffinerien und Autos gemeinsam? Beide müssen in regelmäßigen Abständen zum TÜV. Bei einer Raffinerie kommen die technischen Prüfer allerdings aufs Betriebsgelände und es vergehen einige Wochen, bis es die Plakette gibt. Eine solche turnusmäßige Großinspektion stand im Frühjahr 2015 bei der Mineraloelraffinerie Oberrhein (MiRO) in Karlsruhe an. Hier standen im Werkteil 1 alle 41 Prozessanlagen und im Werkteil 2 drei Anlagen für vier bis sechs Wochen still. Dabei ging es um weit mehr als um die Erfüllung gesetzlicher Vorgaben: Die Anlagen wurden gereinigt, repariert, technisch noch weiter optimiert und überprüft, damit sie auch für die nächsten Jahre sicher und effizient laufen. Außerdem wurde der Stillstand genutzt, um zahlreiche Einzelprojekte zur Erhöhung der Anlagenflexibilität, zur Verbesserung der Energieeffizienz sowie der Prozesssicherheit zu realisieren und in die Anlagen zu integrieren.
Innerhalb des etwa sechswöchigen Stillstands galt es 110 verfahrenstechnische Apparate der Raffinerie (sogenannte Kolonnen), 570 Behälter, 950 Wärmetauscher und 1.200 Sicherheitsventile zu überprüfen. Mehr als 150 Sachverständige, Inspektoren und Werkstoffprüfer waren im Einsatz. Insgesamt wurden rund 2 Mio. Arbeitsstunden geleistet. In der Kernphase erhielt die MiRO-Mannschaft dabei Unterstützung von weit mehr als 5.000 Mitarbeitern aus Partnerfirmen von rund 120 Vertragsfirmen – darunter auch alle lokalen Rahmenvertragspartner. Dazu zählt der Automatisierungsspezialist Rösberg Engineering, der schon seit Anfang der 1960er Jahre mit im Boot ist, als am Standort Karlsruhe im Schnittpunkt wichtiger Pipelines die Raffinerien entstanden.
PLT-Schutzprüfungen während des Ab- und Anfahrprozesses
Während des Stillstands im Frühjahr 2015 beschäftigen vor allem zwei Aufgabenbereiche die Karlsruher Spezialisten: die während des Ab- und Anfahrprozesses durchzuführenden Schutzprüfungen für die Prozessleittechnik und die Realisierung diverser Projekte zur Anlagenoptimierung. Dazu gehörten z. B. die Erweiterung der Anlage um einzelne SIL-konforme Messstellen, aber auch die Neu-Installation einer kompletten Abhitze-Kessel-Anlage.
Von den Schutzprüfungen betroffen waren sämtliche Notausschalter ebenso wie die Messeinrichtungen z. B. für Temperaturen oder Druck. Nur wenn bei über- oder unterschrittenen Grenzwerten die vorgeschriebenen Alarme oder Not-Abschaltungen ausgelöst werden, ist ein sicherer Anlagenbetrieb gewährleistet. Planung und Durchführungen entsprechender Tests sind allerdings keineswegs trivial: Die einzelnen Prüfschritte müssen dazu präzise terminiert, also in sinnvoller Reihenfolge in den Ab- bzw. Anfahrprozess der Anlagen und Anlagenteile integriert werden. Denn verfahrenstechnische Anlagen werden ja nicht schlagartig ab- oder angeschaltet, sondern in einer bestimmten Reihenfolge, die zum jeweiligen Prozess passt. Beim Test der einzelnen Komponenten gilt es dann die entsprechenden Prüfanweisungen zu beachten und alle Prüfschritte präzise und rechtssicher zu dokumentieren, einschließlich der erforderlichen Loop-Checks.
Die Voraussetzungen für den Test der PLT-Schutzfunktionen in Karlsruhe waren gut. Dafür gab es gleich zwei Gründe. So gibt es bei der MiRO für die gesamte Anlage mit ihren über 70.000 Messstellen eine präzise und aktuelle Dokumentation, die von jedem Arbeitsplatz aus verfügbar ist. Dafür sorgt das PLT-CAE-System Prodok. Es ist maßgeschneidert für die Planung und Betriebsbetreuung der prozessleittechnischen Einrichtungen in verfahrenstechnischen Anlagen und sorgt für eine rationelle, durchgängige Projektierung und konsistente Dokumentation, da es einen integrierten Planungsprozess nach einheitlichen Regeln möglich macht, und das über den gesamten Lebenszyklus einer Anlage.
As-built-Dokumentation und mobiler Zugriff
Während des Stillstands ließen sich dann alle Arbeits- und Prüfschritte dank der Dokumentationssoftware Livedok protokollieren. Sie bietet die Möglichkeit, sämtliche Dokumente, Pläne und Unterlagen von industriellen Anlagen digital und in Echtzeit zu verwalten, zu durchsuchen und zu korrigieren. Änderungen, Ergänzungen und neue Dokumente werden sofort eingespielt und sind für alle Projektbeteiligten jederzeit sichtbar. Bei den PLT-Schutzprüfungen lernten die Mitarbeiter vor allem auch die mobilen Zugriffsmöglichkeiten schätzen. Während des Stillstands konnte z. B. in den Leitwarten papierlos gearbeitet werden. Punkte der Tageslisten, die sonst in Ordnern hätten gesucht und markiert werden müssen, ließen sich so komfortabel auf dem Tablet-PC bearbeiten und verwalten. Nach Schichtende lagen die geforderten Protokolle in digitaler Form vor. Gleichzeitig war die Dokumentation immer auf dem aktuellen Stand. Denn Prodok sorgt zusammen mit Livedok für eine „lebendige“, stets aktuelle As-built-Dokumentation mit mobilen Zugriffsmöglichkeiten, z. B. auch wenn wie in diesem Fall umfangreiche Checklisten für die unterschiedlichen Prüfungen abgearbeitet werden sollen.
Abhitze-Kessel für die energetische Nutzung des Wärmegehalts von Abgasströmen
Parallel zu den Prüfabläufen wurden in der Raffinerie auch neue Projekte realisiert. So wurde die FCC-Anlage (Fluid Catalytic Cracking), in der schwerere Erdölfraktionen in wertvolle Olefine, Benzin, Gasöl- und Schweröl-Komponenten umgesetzt werden, um eine Abhitzekesselanlage erweitert. Hier wird aus dem Wärmegehalt der Abgasströme der FCC-Anlage Mitteldruckdampf erzeugt. Auf diese Weise lässt sich die Abwärme des Prozesses, die sonst ungenutzt in die Atmosphäre verloren ginge, zurückgewinnen und der energetische Wirkungsgrad der Anlage verbessert sich.
Die Abhitzekesselanlage (AHK) ist in die FCC-Anlage der MiRO integriert. Zwei unabhängige Abgasströme werden zur Dampferzeugung genutzt, die über einen Kamin abgeleitet werden. Im Prinzip besteht die AHK-Anlage also aus zwei räumlich getrennten Einheiten: Die eine (AHK 1) ist freistehend als Neuanlage errichtet; die zweite (AHK 2) wurde in den bereits vorhandenen Stahlbau des ehemaligen Incinerators integriert. Beide sind durch Rohrleitungen verbunden. Das Rauchgas lagert zunächst Staub auf den Wärmetauscher-Paketen im AHK 1 ab, die deshalb während des Normalbetriebs der Anlage per Kugelregenanlage gereinigt werden müssen. In den Trichtern unterhalb der Abhitzekesselanlage wird die so abgelöste Flugasche gesammelt und abgeführt.
Für die AHK-Anlage übernahm Rösberg das komplette PLT-Engineering einschließlich Verkabelung, Verdrahtung der ca. 150 Messstellen sowie die Software für die eingesetzten Sicherheitssteuerungen mit den vorgeschriebenen Schutzfunktionen. Die sicherheitsgerichtete Steuerung ist an das werksweite Leitsystem von Honeywell redundant über Modbus angebunden. Bei der Planung, den Loop-Checks und der Inbetriebnahme leistete das PLT-CAE-System Prodok wieder gute Dienste und Änderungen wurden mit Livedok dokumentiert, sodass natürlich auch für die neue Anlage eine stets aktuelle As-built-Dokumentation zur Verfügung steht.









