
Integrative Plastics Technology
Driver for Sustainable Production and Lightweight Design
-
 Figure 1. Gap impregnation for high performance parts
Figure 1. Gap impregnation for high performance parts -
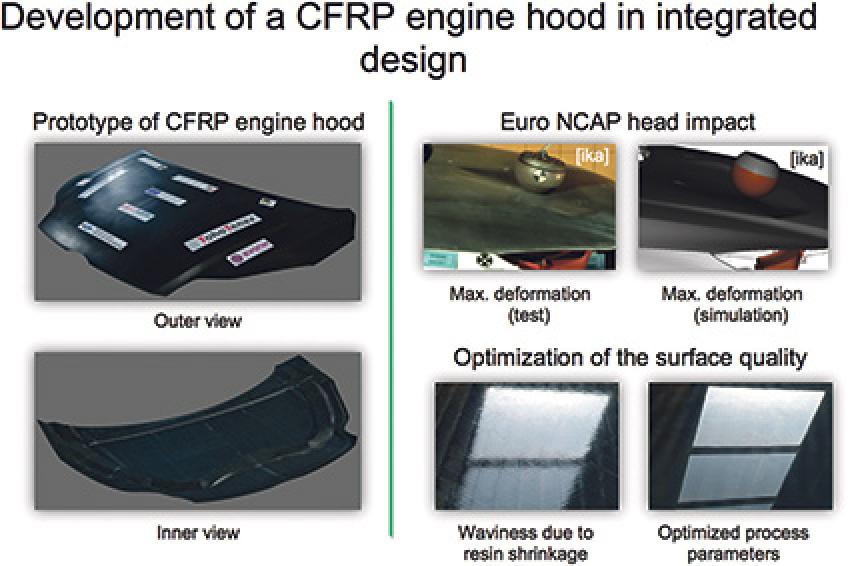 Figure 2. CFRP engine hood in integrated design
Figure 2. CFRP engine hood in integrated design -
 Figure 3. 3-D fiber spraying of thermoplastic hybrid yarns
Figure 3. 3-D fiber spraying of thermoplastic hybrid yarns
Value, Efficiency and Safety - Global megatrends like population growth, urbanization and mobility challenge the industry to increase the sustainability of production and to allow customers a more sustainable use of products.
However, consumers are used to high value and safe products, and a lot of legal constraints need to be considered. This magic triangle - customer value, efficiency and safety - forces the industry to focus on innovative solutions and novel manufacturing technologies and materials, which are increasingly made of plastics. Thermosets, thermoplastics, rubbers and particularly fiber-reinforced composites are increasingly being applied to provide competitive solutions, e.g., for structural components as well as interior and exterior components in the automotive industry. Compared with metal, the application of polymers allows an energy- and cost-efficient production and functional design.
Composites made of carbon fibers and thermoset matrices provide the highest potential to reduce weight, fuel consumption and emissions of a vehicle because of their outstanding mechanical properties and extremely low specific weight. Until now, laborious, non-automated production processes have resulted in relatively high component costs and prevented high-volume application of these materials. The core challenge is the development of new processing technologies for the automated production of thermoset composite parts in short cycle times. Such a process is the gap impregnation process (figure 1), developed at the Institute of Plastics Processing (IKV) in Industry and the Skilled Crafts at RWTH Aachen University.
The gap impregnation process is based on the resin transfer molding (RTM) process, and it combines the advantages of liquid impregnation processes by using a particular tooling technology and process control. A moveable mold creates a defined gap between the textile preform and the mold for the resin injection. This gap provides low flow resistance and thus the resin is quickly injected into the cavity and distributed over the entire surface of the preform. Reinforcing structures and functional elements may be integrated in the preform before the impregnation to avoid subsequent steps. The impregnation takes place in thickness direction of the part by closing the gap of the mold.
Since the resin just needs to bridge the distance of the thickness direction, which is usually just a couple of millimeters, the preform is impregnated very quickly. As the injection and impregnation times are extremely low, the mold can be kept at a constant temperature. No time- and energy-consuming heating and cooling of the mold is required, which makes the process energy-efficient and extremely fast. High performance components with integrated functional elements and dimensions of 500 x 500 mm² can be manufactured in cycle times of less than 5 minutes.
In a current joint research project of IKV and the Institute of Automotive Engineering of RWTH Aachen University (IKA), this technology is applied to the production of a functionally integrated engine hood of a Ford Focus (1,050 x 1,580 mm²) made of carbon fiber reinforced plastic (CFRP). The CFRP engine hood exhibits curvatures, reinforcing structures and metallic elements for the assembly. The engine hood was designed virtually at IKA, and the properties were tested with functional prototypes regarding global stiffness, buckling behavior and pedestrian protection (figure 2). The weight is reduced 60% compared with the steel series reference. The focus of current investigations is the realization of processing technology for a production scenario of 10,000 units per year. The goal is production of the engine hood ready for painting without additional processing in the gap-impregnation process with cycle times shorter than 15 minutes.
Even if thermoset-based composites have superior mechanical properties, thermoplastic composites (TPC) are of high interest as they provide a variety of inherent advantages: high impact resistance, short processing cycle times, weldability that supports assembly and high recycling potential among others. The manufacturing of structural components made of TPC is usually done by thermoforming of flat, continuous fiber-reinforced prepregs.
Despite the excellent mechanical properties of these materials, applications in the automotive industry are still limited because of the high price and limited range of available prepregs, a limited degree in part complexity and a high amount of scrap before and after the forming process. In addition, it is usually not possible to match load paths with the fiber orientation and to vary the part thickness with respect to mechanical loadings of the part.
Fiber spraying and consolidation of three-dimensional (3-D) preforms made of hybrid yarns is an alternative approach for a cost-efficient production of structural components made of TPC. In the fiber spraying process, the hybrid yarns, i.e., made of glass and polypropylene fibers, are cut to a defined length of up to 50 mm, oriented by an air jet in a fiber guide unit and sprayed on an air permeable layup mold (figure 3).
The fiber spraying process allows the automated production of a near-net shape preform. Within the preform, the fiber orientation and the thickness can be adjusted locally to directly meet the mechanical requirements for the envisaged component. Accordingly, no textile preform or impregnate sheet is required, the freedom in design is much higher and the scrap is almost completely avoided, leading to an extensive reduction in material and processing costs.
Following the fiber spraying process, the preform is consolidated under high temperature in a compression mold. For the impregnation, only minor flowing processes of the matrix are required because of the homogeneous distribution of reinforcing and thermoplastic filaments in the used hybrid yarns. Accordingly, it is possible to manufacture components with high fiber volume contents (maximum 45%) at relatively low pressures of less than 20 bar in short cycle times. The goal of current investigations is the manufacturing of complex parts in cycle times of less than 3 minutes.
Functionally integrated plastic solutions already meet many requirements in modern engineering. However, there are still a lot of opportunities to be discovered by focusing on the integrative approach to materials and technologies where multimaterial design and multitechnology production are key to more efficient and sustainable products. This approach is significantly pushed by the plastics industry, which will thus benefit from being open to cross the frontiers of processes and materials.









