Mineral Based Flame Retardants in Engineering Plastics
20.02.2012 -
-
 © Thomas Költgen - Fotolia.com
© Thomas Költgen - Fotolia.com -
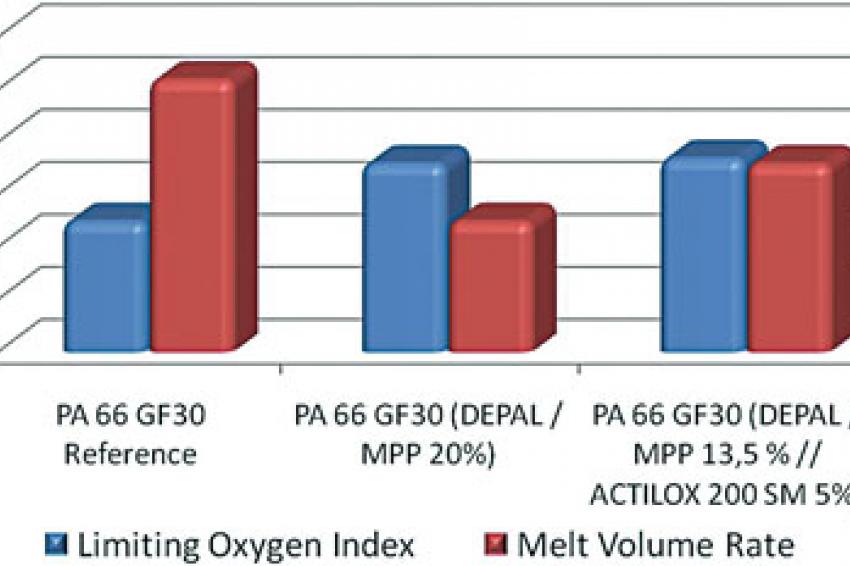 Fig. 1: Limiting Oxygen Index (LOI [% O2]) and Melt Volume Rate (MVR [cm3/10 min @ 275°C and 5 kg]) of various PA 66 compounds
Fig. 1: Limiting Oxygen Index (LOI [% O2]) and Melt Volume Rate (MVR [cm3/10 min @ 275°C and 5 kg]) of various PA 66 compounds -
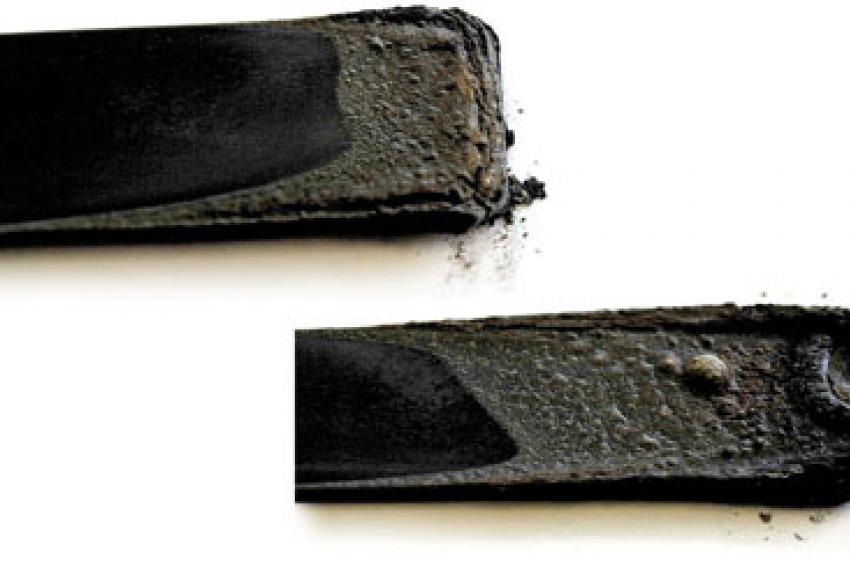 Fig. 2: UL 94 test specimen after burning tests. Formation of a solid and very durable protection layer during decomposition.
Fig. 2: UL 94 test specimen after burning tests. Formation of a solid and very durable protection layer during decomposition. -
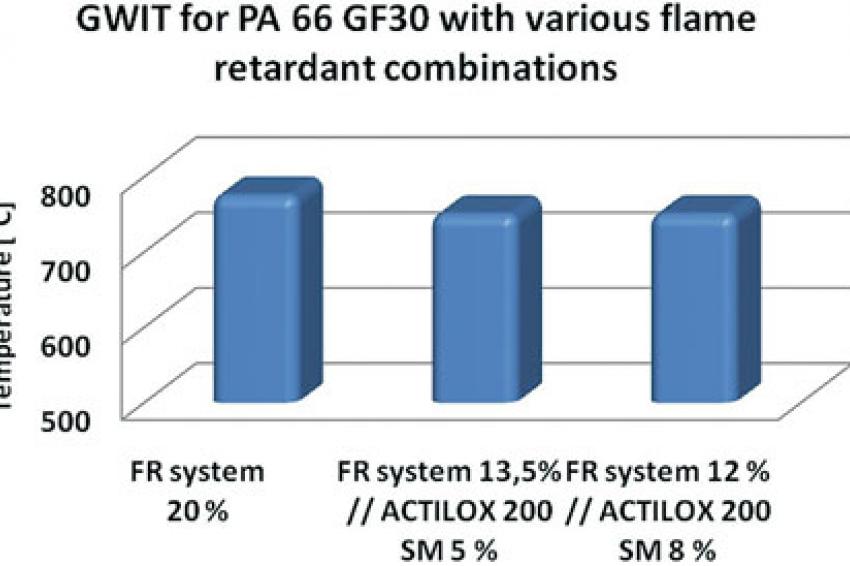 Fig. 3: GWIT according to IEC 60695-2-13 for PA 66 GF30 and the FR system Depal + MPP, resp. Depal + MPP + Actilox 200 SMin two different ratio.
Fig. 3: GWIT according to IEC 60695-2-13 for PA 66 GF30 and the FR system Depal + MPP, resp. Depal + MPP + Actilox 200 SMin two different ratio. -
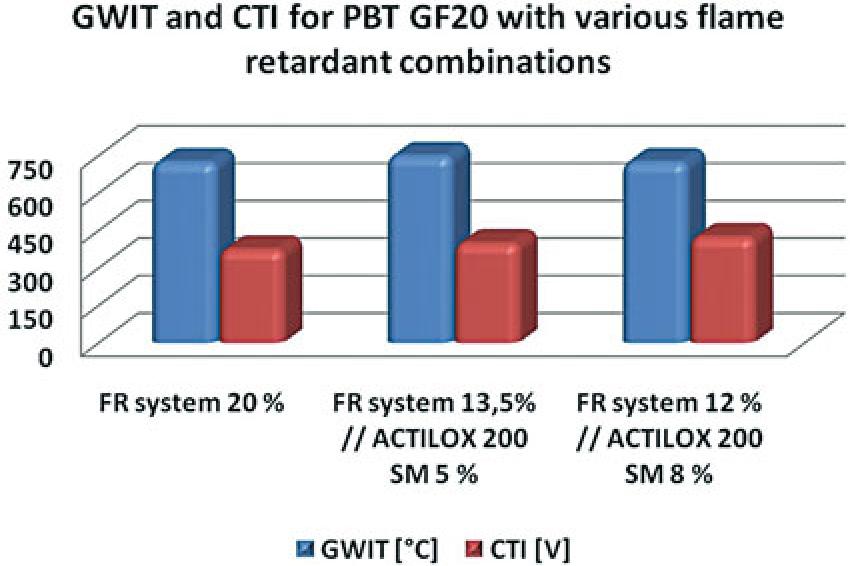 Fig. 4: GWIT according to IEC 60695-2-13 and CTI according to IEC 60112 for PBT GF 20 and the FR system Depal, resp. Depal + Actilox 200 SMin two different ratio.
Fig. 4: GWIT according to IEC 60695-2-13 and CTI according to IEC 60112 for PBT GF 20 and the FR system Depal, resp. Depal + Actilox 200 SMin two different ratio. -
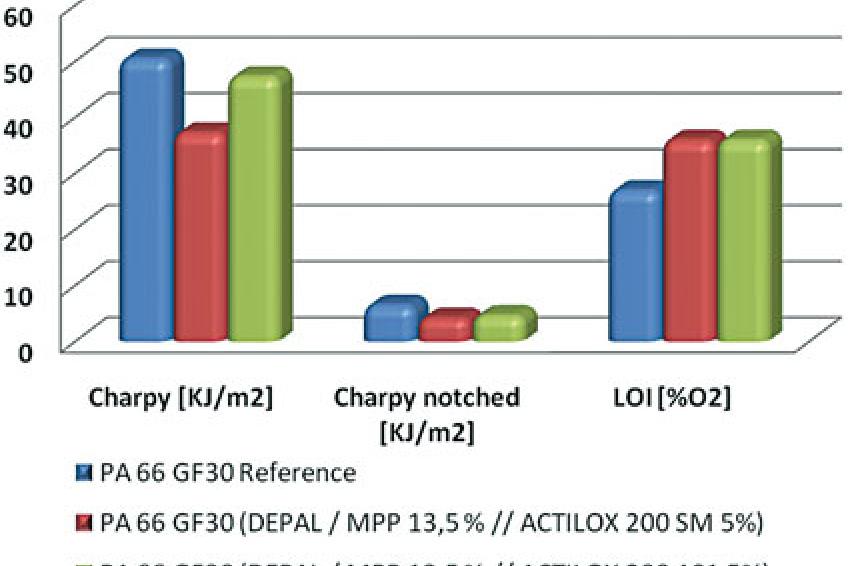 Fig. 5: Mechanical data (Charpy impact strength, clean and notched) and burning behavior (Limiting Oxygen Index) of PA 66 GF30. PA 66 Reference does not contain any flame retardant.
Fig. 5: Mechanical data (Charpy impact strength, clean and notched) and burning behavior (Limiting Oxygen Index) of PA 66 GF30. PA 66 Reference does not contain any flame retardant. -
 Dr. Oliver Töpfer, Nabaltec
Dr. Oliver Töpfer, Nabaltec
VIP-Visions In Plastics - An approach towards halogen free flame retardant solutions for high performance engineering plastics - adding the little extra into the process. In times of REACH, RoHS and WEEE, compounders and assemblers discover the need for halogen free flame retardant solutions in high performance polymer applications.
Compared to the high volume polyolefin market, the so-called engineering plastics (especially mentioned polyamides and polyesters) are used in applications where special performance is needed, e.g. high impact strength, high durability, low abrasion, high resistivity towards oil and other aggressive media or high thermal- and electrical resistance. To achieve these goals, compounders blend their resins with glass fibers and various additives, mainly designed for injection molding processes. Common applications are switches, sockets, connectors or so-called "under-the-hood" applications, such as oil sumps, intake manifold covers or the fuse boxes. Even supporting structures in cars are processed with glass fiber reinforced polyamides.
Due to usually high glass fiber content, as well as the wide range of different engineering plastics resins and their different behavior in case of a fire, it has been very difficult to develop one general but effective flame retardant solution for each application. With a general movement away from highly effective halogenated flame retardants, phosphorous and / or nitrogen containing flame retardants have been developed to effective solutions. Up until then, mineral flame retardants were not used since they were either not temperature stable during compounding or injection molding processes (e.g. Aluminium Trihydroxide) or contain to much surface bound water or were to alkaline (e.g. Magnesium Hydroxide) to be used in polyamides or polyesters without sacrificing the polymer performance.
With the development of a low alkaline, high temperature stable Boehmite (Aluminium Oxide Hydroxide) an approach of mineral fillers towards engineering plastics seemed possible. In polyamide, PA 66, and poly(butylenter-ephtalate), PBT, Boehmite has been combined with phosphorous- and nitrogen flame retardants to perform with promising results.
As a flame retardant for PA, metal phosphinate has proven its effectivity. However, metal phosphinate tends to form aggressive by-products during compounding or injection molding processes which might cause corrosion on screws, dyes or molds. Therefore, a combination of metal phosphinate and melamine polyphosphate is widely used, which on the other hand reduces the GWIT performance of the compound. Taking these concerns into account, the support of mentioned systems is one important task for the near future. It is known that, beside its flame retardant performance, the Boehmite acts as an acid scavenger which is able to capture the aggressive by-products that are formed by the processing of typical phosphorous containing flame retardants. In a combination of metal phosphinate (aluminium based, DEPAL), melamine polyphosphate (MPP) and a high-specific surface Boehmite, Actilox 200 SM the flame retardant efficiency as well as the flowability of the melt can be improved (see Fig. 1). Both flame retarded samples pass UL 94 V0 at 0.8 mm while at the second sample 32.5 % of the phosphorous FR has been substituted by 28 % Boehmite. To achieve UL 94 V0 classification the compound contains only 18 wt.% of the combined FR solution while the classic FR solution using DEPAL and MPP needs 20 wt.% average. Using the combination of DEPAL and Boehmite as co-flame retardant, another positive effect is the formation of a durable protection layer during decomposition (see Fig. 1).
For assembly parts in electrical and electronic equipment, other criteria have been developed to test the compound performance. Electrical insulating parts have to fulfill severe burning tests simulating a temperature peak which might occur during a malfunction at connection points or solder joints. For that reason the glow wire test procedures have been developed (Glow Wire Ignition Temperature GWIT according to IEC 60695-2-13 and Glow Wire Flammability Index GWFI according to IEC 60695-2-12). Both tested samples fulfill the highest requirements according to GWFI of 960 °C. The more severe GWIT can be kept at a constant high level of 775 °C for the classical DEPAL and MPP filled sample compared to 750 °C for the combination containing a substitutional part of Actilox 200 SM (see Fig. 2). Another important criterion is a high electrical insulation capacity which enables the designer to create assemblies with thin walls and complex architecture. As an indication, the Comparative Tracking Index (CTI according to IEC 60112) has been developed. In PBT (GF 20) a clear trend is visible that indicates an increasing of the electrical insulating ability with an increasing amount of Actilox 200 SM in the flame retardant formulation (see Fig. 3).
As already mentioned, the engineering plastics impress by a high durability and impact strength. The outstanding durability can usually be achieved by glass fiber reinforcement. Commercially available glass fibers may vary in its thickness and length. To achieve highest durability long glass fibers have been incorporated into an injection moldable system based on PA 66. No matter what basis polymer is used, the phase interaction between the glass fiber and the polymer matrix is essential for high impact strength. A good phase interaction is achieved by a consequent surface coating of the glass fiber using organosilanes. Following this route, a surface coating of the incorporated Boehmite should improve the mechanical performance of the flame retarded compound. A comparison of a non flame retarded PA 66 GF 30 in relation to a FR formulation containing either Actilox 200 SM or Actilox 200 AS1 (an Aminosilane functionalized Boehmite) is given in Fig. 4. It can be seen that the flame retardant behavior between the non-functionalised and the Aminosilane-functionalised Boehmite is similar. Hence, the optimal dispersion of the Boehmite is already achieved. Nevertheless, a significant increase in the impact strength is visible. In fact, the surface treatment does not influence the efficiency of the Boehmite as flame retardant but does positively support the phase interaction between the mineral filler and the polymer matrix. The durability can be improved up to a comparable level of the non flame retarded reference sample. A similar effect is expected for other glass fiber reinforced polymer matrices such as PBT.
In times of high demand for halogen-free flame retardants in new applications we introduce an effective mineral based co-flame retardant with special features. The high filling levels of high performance polymer matrices e.g. PA or PBT with aggressive or abrasive media set highest demands towards the processing equipment such as screws, dies or molds. With its moderate hardness, special morphology and flame retardant performance, the chemical inert functional filler Boehmite sets new standards, especially towards processing and performance of engineering plastics. The ability to reduce the content of aggressive by-products in the processing prevents machinery from damage as well as the polymer matrix from degradation. The temperature stabilized Actilox 200 SM and Actilox 200 AS1 demonstrate the high potential of the new developed Bohemite grades of Nabaltec in high performance polymer applications. A highly dynamic and innovation-driven industry demands creative approaches to flame retardancy and product performance. The Boehmite grades combine all requirements topped up with a high polymer compatibility and availability for engineering plastics.
Contact
Nabaltec AG
Alustr. 50-52
92421 Schwandorf
Germany