
Modular Plants
Stepping from Development in Laboratory and Pilot Plants to Application and Roll-out in Production
-
 © NAMUR
© NAMUR
Currently our world as well as our lives are undergoing dramatic changes: climate change, digitalization, energy crisis, just to name a few. Specialty chemical markets are affected by these changes as well and react in a volatile way. To be successful in these markets in the future a speciality chemical company needs to meet a few boundary conditions: allow for a productionflexibility in terms of volume, product and location, realize a reduced "time-to-market" in terms of development as well implementation time for new production routes, and be cost competitive in terms of engineering and construction. The modular plant approach can meet the mentioned requirements.
Therefore, Evonik launched the “Modular Plants” initiative some years ago to develop and demonstrate the required modular design principles and technology changes together with the peer group as well as the adjacent industry and system suppliers. The available modular technology is now being implemented in laboratory as well as in production.
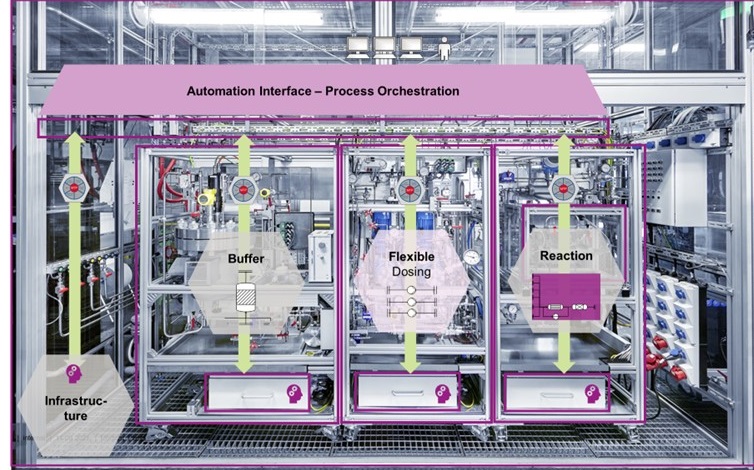
In the modular plant concept, the process modules called PEAs (process equipment assemblies) can be assembled as needed by an easy plug-and-produce approach. For this purpose, a change in the automation concept was required: decentralized control systems in the PEAs as well as a vendor independent interface. The latter is made possible by the MTP (modular type package) interface, which enables a standardized and manufacturer-independent description of PEAs or package units. This allows for a quick and flexible integration of the PEAs into automation systems, in which the orchestration of the overall process takes place.
While the Modular Plants team from Evonik started with the development and implementation of this new concept in laboratory and pilot plant environment, nowadays more and more inquiries from production plants are reaching the team. This article will present selected applications that have been developed at Evonik in recent years and are currently being implemented, as well as highlight the key next steps for implementing modular plant concepts in production.
What MTP Is About
Module type package (MTP) is a vendor independent interface that allows for the effortless integration of automation hardware / process logical controllers (PLCs) of different vendors into a DCS system, including HMI, communication, and further automation aspects. OPC UA is used as the communication protocol between PLCs and DCS, which has been established in industry already for many years. A detailed description of the parts of the MTP standard currently published can be found in VDI/VDE/Namur guideline 2658 and in the book “MTP Automation of Modular Plants” by Thomas Tauchnitz.
 Polyana da Silva Santos, Evonik
Polyana da Silva Santos, Evonik
“A proper selection of suitable PEAs will allow the implementation of new or hybrid modular plant setups with plug-and-produce capabilities.”
First Modular Demonstrators in R&D Environment
At Evonik, more and more applications are now being implemented with the help of modular plant technology, initially in the R&D environment and in pilot plants. Among others, this allows for a fast adaption of the required process functionalities and set-ups for new process developments.
Today, more than 60 modular PEAs are in operation at Evonik’s pilot plants with various automation suppliers such as Siemens, Wago, Phoenix Contact and Semodia. An important challenge of this endeavor was the work with MTP standards and so, MTP products, being under development. However, the efforts are paying off and the laboratory installations are showing first results regarding fast implementation and flexibility.
In addition to Germany, the modular approach is also attracting an increasing international interest now. For example, an engineering project for a new pilot plant designed as a modular, flexible plant is currently in the starting phase in the US. To ensure a seamless international roll out of that technology, automation system suppliers need to train their international workforce on the MTP standard and support implementation projects as mentioned before.

MTP Pioneers in Production Environment
After first demonstrators for the modular plant technology in R&D environment, Evonik pioneered the first implementation of MTP in production environment in 2019. For this endeavor, we partnered with Engie, Siemens and Yokogawa on the integration of a chiller package unit in an existing brownfield plant.
This project was carried out despite the early development phase of the MTP standard. Therefore, only the MTP functionalities HMI and OPC UA communication could be used, and some compromises were made at the design phase to achieve the goal of seamless integration. Nevertheless, the project was successfully completed proving the practical advantages of the MTP technology, i.e., reduction of manual effort to up to 50%, saving time and costs.
 Igor Stolz, Evonik
Igor Stolz, Evonik
“After first demonstrators for the modular plant technology in R&D environment, Evonik pioneered the first implementation of MTP in production environment in 2019.”
Smart Integration of (Demo)Plants in Brownfield Production
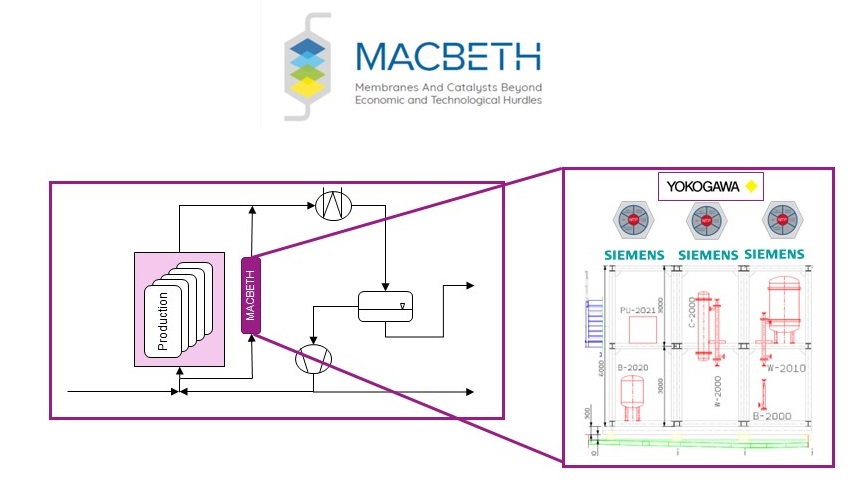
Following the pioneer work in production, another modular plant will be launched as part of the public funded project Macbeth (Membranes and Catalysts Beyond Economic and Technological Hurdles) in summer 2023. This modular demonstration plant on pilot scale consists of four process modules and will be integrated into a real production environment and must meet the same redundancy, safety, and availability requirements as the production plant.
The modular technology approach was selected to ensure flexibility during and after the demonstration phase of the project. This means that the individual modules can be used elsewhere later. Another important aspect is that all modules are initially manufactured in a separate construction hall in which the initial commissioning also takes place. Since the modules are connected in bypass of the production plant, there will only be a minimally invasive shutdown of the production plant for the demonstration plant startup. The connection to the control system also takes place only at the very end. Implementation times will be drastically reduced in this way.
Crucial Role of OEMs for the Roll Out and Implementation of the Underlying Paradigm Change
To ensure that modularization is economically attractive, PEAs need to be widely available to the market within a limited number of varieties to enable cost-effective manufacture by the suppliers, leading to a different type of alignment on requirements and technical feasibilities between manufacturers and operators.
As already mentioned, MTP and modular plants concept are in early market adoption phase. Nowadays it remains difficult to find PEAs according to standardized design guidelines and automation guidelines. When the OEM (original equipment manufacturer) delivers PEAs with sufficient quality to the market, this will undoubtedly influence the approach for the design of new plants. The engineering process will see a radical change from specification of individual components to form a dedicated and technically optimal designed plant, towards a selection of PEAs capable of performing specific required process functionalities. Thus, a proper selection of suitable PEAs will allow the implementation of new or hybrid modular plant setups with plug-and-produce capabilities.
 Thomas Scherwietes, Evonik
Thomas Scherwietes, Evonik
“The modular plants approach in fast growing as well as volatile markets will also help to realize the required transformation of existing chemical plants into more sustainable ones.”
In addition to the plant operator, the module supplier also has significant advantages when adapting the modular automation interface MTP. Since the MTP interface enables manufacturer-independent automation integration, the module or package unit manufacturer only has to develop the automation interface once. In doing so, they can use their established control technology. Connection to the operator's control system is then possible without any further modifications to the interface. The prerequisite for this is that the operator's control system also supports the MTP interface, which is typically the case with the control systems available on the market today.
 Frank Stenger, Evonik
Frank Stenger, Evonik
“Today, more than 60 modular PEAs are in operation at Evonik’s pilot plants with various automation suppliers such as Siemens, Wago, Phoenix Contact and Semodia.”
Conclusion And Outlook
The modular plants team of Evonik has being implementing projects based on MTP for years, starting mainly in the field of laboratories and tech centers. Recently there is a gaining interest from production plants to implement and use the modular approach including the vendor independent interface MTP. This shows that MTP’s basic functionality already brings benefits such as efficient engineering and time saving, making this technology worth to be considered.
Besides the above-mentioned applications of the modular plants approach in fast growing as well as volatile markets the approach will also help to realize the required transformation of existing chemical plants into more sustainable ones. Modular plants can play an important role, for example when it comes to the smart integration of energy efficient technologies, such as heat pumps or vapor recompression, into existing plants.
The basics of the modular plants concept have been laid and demonstrated in lab as well as production environment fulfilling the requirements of today´s and future markets in specialty chemical industry. Now further OEM partners need to take up the modular approach and bring PEAs to the market based on the developed standards so that end users can use them efficiently.
 Christian Bramsiepe, Evonik
Christian Bramsiepe, Evonik
“The available modular technology is now being implemented in laboratory as well as in production.”
Autoren:
Polyana da Silva Santos, Lead Engineer Process Control;
Christian Bramsiepe, Project Manager Modular Plants;
Frank Stenger, Head of Technology Platform Modular Plants;
Igor Stolz, Head of Electrical & Process Control;
Thomas Scherwietes, Head of Industrial Automation Solutions;
Evonik, Marl, Germany



