
Funktionelle Füllstoffe mit energieeffizienter Strahlmühle
EEU-System reduziert spezifischen Energiebedarf der trockenen Feinstvermahlung
-
 Mahlluftverteilung in die PMT Jetmill SJ50-ER100. © PMT-Jetmill
Mahlluftverteilung in die PMT Jetmill SJ50-ER100. © PMT-Jetmill
Moderne Spiralstrahlmühlen sind heute bei der Mikronisierung hochlamellarer Füllstoffe etabliert. Mit der Entwicklung des EEU Systems (Enhanced Energy Utilization) konnte der Wirkungsgrad und damit die Energieeffizienz der PMT Spiralstrahlmühle verbessert werden.
Füllstoffe werden heute mit immer höheren Anforderungen konfrontiert. Waren Anwendungen, z.B. in der Kunststoffindustrie, früher mit einem Extender-Füllstoff zufrieden, der das Compound günstiger machte, so änderte sich in den letzten Jahrzehnten das Profil vom reinen Volumenfüllstoff hin zu funktionalen Additiven und Füllstoffen.
Das Streben nach nachhaltigen Produktionsweisen und geringem Carbon Footprint beginnt in der Rohstoffaufbereitung und setzt neue Zeichen.
Moderne Spiralstrahlmühlen stellen den Stand der Technik bei der Mikronisierung hochlamellarer Füllstoffe dar. Durch die spezielle Art der Zerkleinerung über die Scherkräfte kann dabei die für die nachfolgenden Anwendungen entscheidende Kornform erhalten oder sogar verbessert werden.
Die Entwicklung des EEU Systems (Enhanced Energy Utilization) verbesserte die PMT Spiralstrahlmühle in ihrem Wirkungsgrad erheblich, wodurch der Energiebedarf und damit der CO2-Ausstoß sinkt.
Einsatz von funktionellen Füllstoffen
Funktionelle Eigenschaften werden neben der Feinheit oftmals auch über die Kornform eingebracht, z.B. plättchenförmige oder nadelförmige Partikel.
Vor allem beim Einsatz von hoch lamellaren Industriemineralen als funktionelle Füllstoffe, bspw. in Kunststoffanwendungen oder bei der Herstellung von Farben & Lacken, hat sich gezeigt, dass mechanische Eigenschaften, wie Steifigkeit, Schlagzähigkeit, Kratzfestigkeit deutlich verbessert werden konnten. Dies vor allem auch deswegen, weil das Aspektverhältnis durch den Einsatz geeigneter Mahlanlagen, auch im feinsten Bereich erhalten oder sogar leicht erhöht werden kann.
-
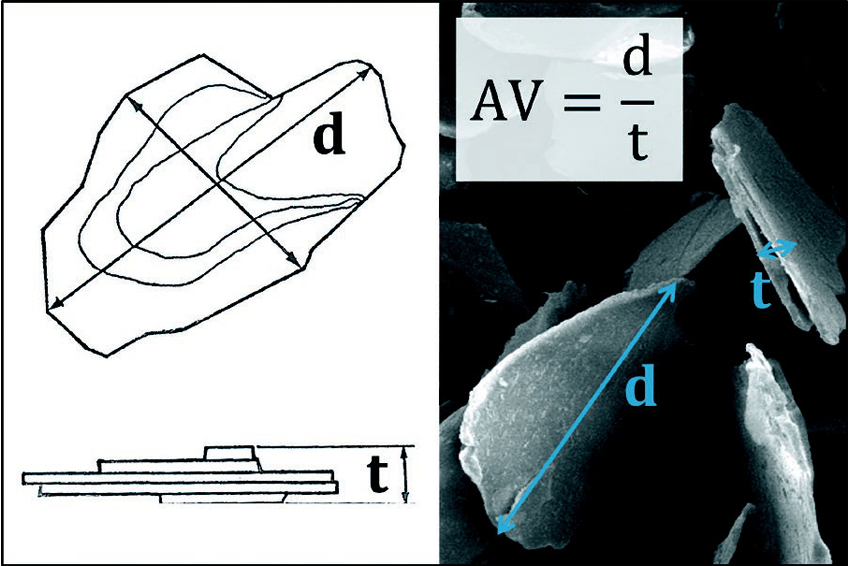 Aspektverhältnis von plättchenförmigen Produkten. © PMT-Jetmill
Aspektverhältnis von plättchenförmigen Produkten. © PMT-Jetmill
Korngröße und Kornform/Aspektverhältnis
Im Bereich der Mahl- und Sichttechnik ist die Basis vieler Produktdefinitionen die Korngrößenverteilung der Mahlprodukte. Die im Fein- und Feinstbereich am meisten verbreiteten Messmethoden sind die Lasergranulometrie und Sedimentationsanalyse. Die unterschiedlichen Bestimmungsmethoden ergeben mitunter deutlich unterschiedliche Werte. So unterscheiden sie sich immer stärker, je mehr die Partikelform von der idealen Kugel abweichen.
Das Aspektverhältnis als weitere Produktdefinition ist ein Maß für die Lamellarität des Produktes. Es ist das Verhältnis aus größter Dimension zu kleinster Dimension. Im Falle von lamellaren Produkten also das Verhältnis von Durchmesser des Plättchens zu dessen Dicke, bei nadelförmigen Produkten von der Länge zum Durchmesser der Nadeln.
Speziell im Bereich der hochlamellaren oder nadelförmigen Industrieminerale werden heute Spiralstrahlmühlen eingesetzt bei denen die Zerkleinerung primär durch Scherkräfte, die delaminierend wirken, hervorgerufen wird und somit das Aspektverhältnis möglichst erhalten bleibt.
Funktionsprinzip von Spiralstrahlmühlen
Das Aufgabematerial wird pneumatisch in die Mühle transportiert. Dabei fluidisiert und beschleunigt das durch die Mahldüsen eintretende Mahlmedium die Partikel aus dem Gutbett im Mahlraum. Als Mahlmedium kann entweder Druckluft oder überhitzter Dampf eingesetzt werden. Die Zerkleinerung erfolgt hauptsächlich durch Scherkräfte, die durch Geschwindigkeitsunterschiede entstehen. Die Partikel bewegen sich auf spiralförmigen Bahnen durch den Mahlraum um das Mühlenzentrum. An dieser Position ist ein Sichter integriert, der über seine Rotordrehzahl die Produktfeinheit bestimmt. Sobald die Partikel eine bestimmte Feinheit erreichen, gelangen sie durch den rotierenden Sichter ins Fertiggut.
EEU-System – Enhanced Energy Utilization
Eine energieeffiziente und wirtschaftliche Produktion von funktionellen Füllstoffen bedingt, dass selbst Produkte im feinsten Korngrößenbereich in industriellen Mengen hergestellt werden können bzw. deren Ausstoß je Maschineneinheit erhöht wird.
Hierbei ist einerseits die effiziente Herstellung der Druckluft wesentlich, aber noch vielmehr ein hoher Wirkungsgrad bei der Umsetzung der in der Druckluft steckenden thermischen Energie sowie Druckenergie in Mahlleistung.
Die thermische Energie entsteht bei der Kompression in jedem Fall und kann bei einstufigen Systemen überwiegend genutzt werden, in mehrstufigen Verdichtersystemen muss ein Teil davon im Zwischenkühler vernichtet werden. Indem dieser Anteil so gering als möglich gehalten wird, lässt sich die Energieeffizienz der Anlage steigern.
Einstufige Kompressoren sind in ihrem maximalen Druck limitiert, weswegen sie nur in wenigen Mahlsystemen zum Einsatz kommen. Der geringere Druck muss durch größere Druckluftvolumina kompensiert werden, um die gleiche Kapazität wie bei Anlagen mit Hochdruckkompressoren zu erreichen. Damit steigt jedoch auch die Baugröße der Anlage je Tonne des produzierten Mahlgutes.
Jener Teil der Energie der Druckluft, der jedoch den höheren Einfluss auf die Mahlleistung hat, ist die thermische Komponente.
Dafür wurde in Zusammenarbeit mit einem renommierten Kompressorenhersteller ein Kompressor entwickelt, der durch verminderte Zwischenkühlung eine deutlich höhere Austrittstemperatur der Druckluft von bis zu 240 °C bei gleichbleibendem Energieeintrag bereitstellt. Allein dieser Schritt reduziert bereits je nach Mahlgut den spezifischen Energiebedarf je Tonne Fertigprodukt um mehr als 15 % im Vergleich zu Standardkompressoren bzw. Standardstrahlmühlen.
Durch gezielte Wassereinspritzung direkt in den Mahlraum kann der noch verbleibende thermische Energieanteil weiter genutzt werden. Einerseits kommt es zu einer verbesserten Mahlwirkung durch die unmittelbare Expansion bei der Verdampfung des Wassers und andererseits durch die generelle Abkühlung des Systems zu einer höheren Sichteffizienz des eingebauten dynamischen Sichters.
Die Wasserdosierung erfolgt geregelt über die relative Feuchte, um ein Kondensieren des Wassers im System zu vermeiden. Bis zum endgültigen Austritt der Luft aus dem System wird somit ein untersättigter Betrieb gewährleistet.
Durch den Einsatz des EEU-Systems, bestehend aus der hohen Temperatur der Druckluft und der Wassereinspritzung, lässt sich der spezifische Energiebedarf je Tonne Fertigprodukt um bis zu 30 % senken.
-
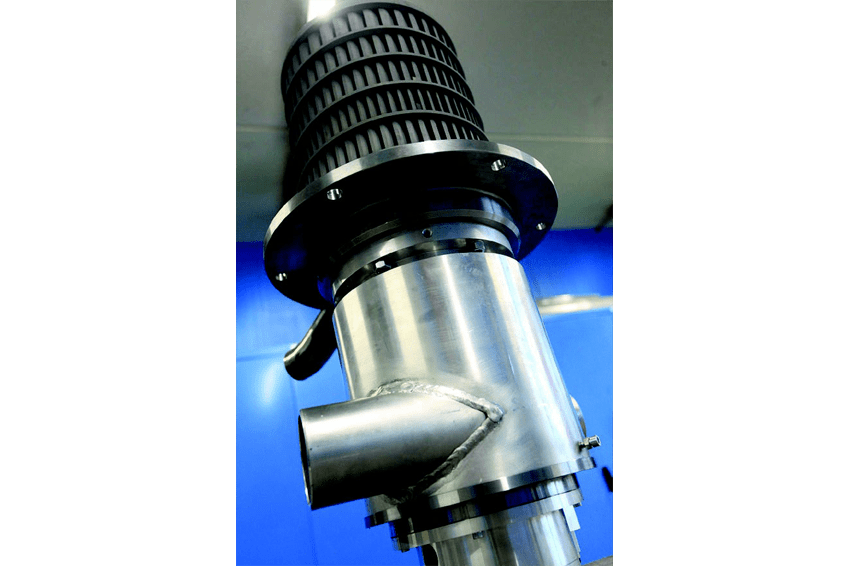 Der integrierte dynamische Sichter mit einer Umfangsgeschwindigkeit bis 190 m/s bestimmt die Produktfeinheit. © PMT-Jetmill
Der integrierte dynamische Sichter mit einer Umfangsgeschwindigkeit bis 190 m/s bestimmt die Produktfeinheit. © PMT-Jetmill
Verhältnis von Qualität und Wirtschaftlichkeit ausgewogen
Die Anforderungen an Füllstoffe ändern sich zunehmend in Richtung funktionaler Additive. Wesentlich für diese funktionellen Eigenschaften ist neben extremer Feinheit auch die Kornform. Die mechanischen Eigenschaften von Kunststoffen sind erheblich an funktionelle Füllstoffe mit hohem Aspektverhältnis gebunden, d.h. die Verstärkungswirkung nimmt mit dem Aspektverhältnis zu.
Spiralstrahlmühlen zerkleinern hauptsächlich durch Scherkräfte, was die Delaminierung der Produkte verbessert. Durch den eingebauten hochdynamischen Sichter in der PMT Strahlmühle ist zudem auch die Forderung nach ultrafeinen Produkten, die im Oberkorn genau begrenzt sind, erfüllbar.
Ein wesentlicher Punkt für eine wirtschaftliche Herstellung entsprechend hochfeiner, delaminierter Produkte ist eine möglichst hoher Nutzungsgrad der eingebrachten Energie. Bei Strahlmühlen wird diese Energie oftmals in Form von Druckluft bereitgestellt. Bei der Umsetzung in Mahlleistung ist neben der Druckenergie vor allem die thermische Energie, die bei der Kompression entsteht, essenziell. Daher sollte möglichst viel Wärmeenergie der Druckluft bis zur Umsetzung in den Mahldüsen gelangen. Das bedeutet, dass vor allem bei mehrstufigen Kompressoren in den Zwischenkühlungen so wenig Energie als möglich abgeführt werden sollte.
Eine gezielte Wassereindüsung kann die verbleibende Restwärme durch unmittelbare Verdampfung noch in Mahlleistung umwandeln. Dieser Prozess kühlt das gesamte System, was den Energiebedarf der Sichtung durch Reduktion der erforderlichen Umfangsgeschwindigkeit reduziert. Mithilfe dieser Maßnahmen und dem EEU-System konnte der Energiebedarf der PMT Spiralstrahlmühle um bis zu 30 % reduziert bzw. die Durchsatzleistung bei gleichbleibendem Energieeintrag und gleicher Maschinengröße je nach Material um bis zu 30 % erhöht werden.
-
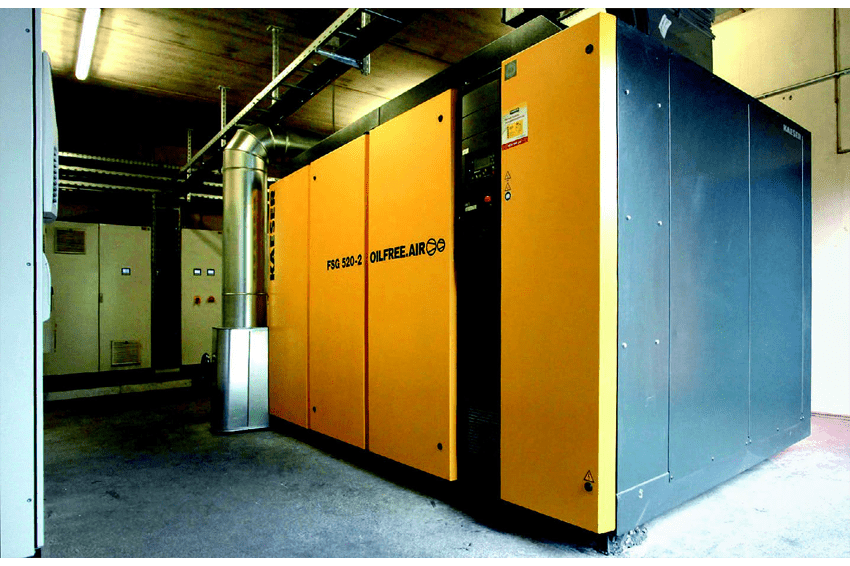 Der Kompressor mit Austrittstemperatur von 240 °C steigert die Effizienz der gesamten Anlage. © PMT-Jetmill
Der Kompressor mit Austrittstemperatur von 240 °C steigert die Effizienz der gesamten Anlage. © PMT-Jetmill
Spiralstrahlmühle SJ50-ER100
- Sichter-Umfangsgeschwindigkeit: bis 190 m/s
- Produktfeinheit: d97 = 1 – 45 µm, d50 = 0,5 – 10 µm
- Produktdurchsatz: 200 – 4.000 kg/h
- Erforderliche Luftmenge: 2.400 – 3.600 m³/h
- Mahlmedien: Druckluft mit 3,5 – 15 bar oder überhitzer Dampf bis zu 24 bar und 400 °C.
Autoren
-
 Veronika Mayer, Leitung Anwendungstechnik, PMT-Jetmill © PMT-Jetmill
Veronika Mayer, Leitung Anwendungstechnik, PMT-Jetmill © PMT-Jetmill -
 Dr. Jürgen Roth, Geschäftsführung, PMT-Jetmill, Kammern, Österreich© PMT-Jetmill
Dr. Jürgen Roth, Geschäftsführung, PMT-Jetmill, Kammern, Österreich© PMT-Jetmill









